Mandrin Centro|P - Serrrage de précision
Amélioration de la rentabilité grâce à une précision inédite

Avec le mandrin à pinces de serrage CENTRO|P, nous vous proposons un mandrin à haute précision, qui ne cède en rien à nos pinces de serrage éprouvées en ce qui concerne la précision et la qualité. Nous révolutionnons ainsi la technique des pinces de serrage et nous lui rendons sa position de leader en matière de précision, de force de serrage, de flexibilité et de rapport qualité prix.
Nous vous épargnons ainsi les techniques par extension et frettage, compliquées et très onéreuses. Choisissez donc également un mandrin FAHRION, la seule façon de reporter intégralement la précision de la pince de serrage à l’outil!
Vous avez le choix !
Avec une diversité de plus de 250 types de queues, longueurs et diamètres différents, nous proposons un large éventail de modèles pour toutes les applications possibles. Et si, par hasard, nous n’avions pas le mandrin nécessaire à vos besoins, contactez-nous. Car nous faisons nôtre la philosophie «Ce qui n’est pas adapté est ajusté ! »
CENTRO|P est disponible en 2 modèles :
Mandrin à pince de serrage de précision GERC pour pinces de serrage selon DIN ISO 15488-B (ER/ESX) - très haute concentricité ≤ 3 µm avec les pinces de serrage FAHRION GERC-HP ou ≤ 6 µm avec les pinces de serrage FAHRION GERC-B.
Mandrin à pince de serrage de précision GOZ pour pinces de serrage selon DIN ISO 10897 (OZ) - modèles très stables pour fraise d'ébauche avec forces de maintien de plus de 600 Nm pour le CP432
* Dans le mandrin à pince de serrage de précision GER, il n'est pas possible d'utiliser des pinces de taraudage GER-GB!
Erfahren Sie mehr über die Eigenschaften des CENTRO|P und die daraus resultierenden Vorteile für Sie.
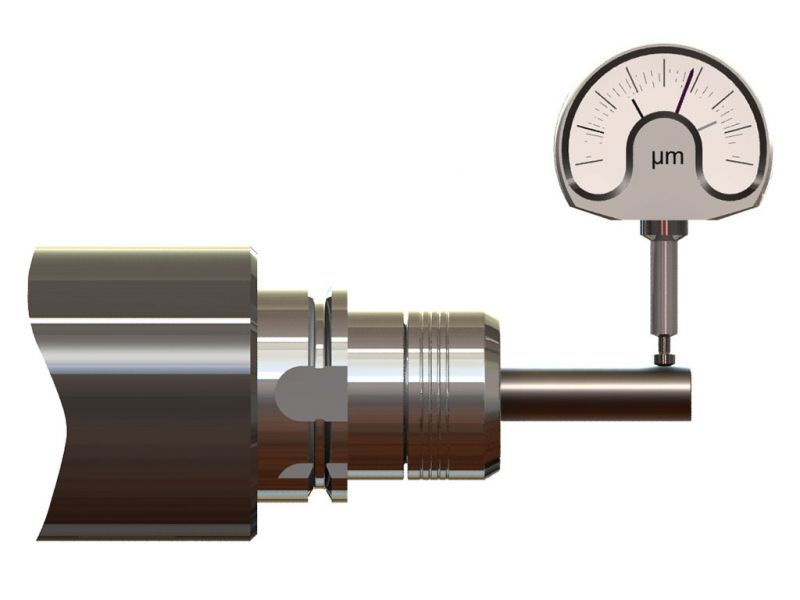
Précision du système constante lors de l’utilisation des pinces de serrage FAHRION GERC-HP ≤ 3 μm*, ≤ 6 μm* et lors de l’utilisation des pinces de serrage FAHRION GERC-B.
*mesurée sur l’outil avec une longueur de porte-à-faux de 3 x D (50 mm au maximum)
Amortissant
Les vibrations éventuelles sont amorties par l’élément “pince de serrage”.

Pinces de serrage de précision FAHRION aux normesDIN ISO15488-B (ER/ESX) ou DIN ISO10897 (OZ) : l’alternative avantageuse par rapport aux autres systèmes de précision, tels que par exemple les manchons intermédiaires pour mandrins ou les mandrins frettés.
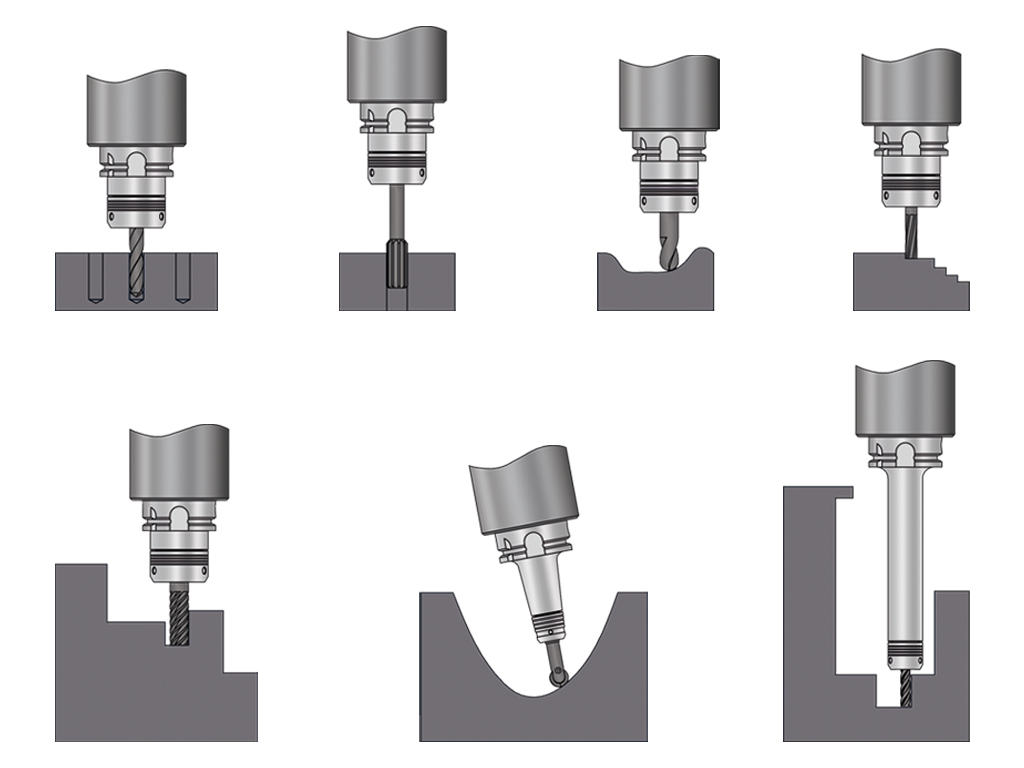
De nombreux modèles différents sont disponibles et adaptés aux tâches et problématiques respectives rencontrées lors du fraisage, perçage, taraudage, etc.
Convenant parfaitement aux procédés à sec et aux fraisages de surfaces dures jusqu’à 200°C. Résistants aux variations de température.
Ne demande pas d’entretien
Pour un diamètre de la pince de serrage approprié au manche de l’outil et lorsque les instructions de service sont respectées, une vérification de la force de serrage par ondes n’est pas nécessaire. La force de serrage est entièrement conservée même dans le cas d’un logement plus long.
L’efficacité par la précision
Précision de concentricité et de répétition extrêmement élevée
- minimise les tolérances de fabrication
- réduit le traitement consécutif au minimum grâce à sa qualité de surface optimale
- ménage les outils et maximise leur durée de vie
Vous économisez de l’argent!
L’efficacité par la qualité et l'innovation
Force de maintien et rigidité élevées
- pour la transmission de couples et de forces radiales élevés
- empêche la déviation de l’outil
- réduit le risque d’extraction de l’outil de coupe
- réduit les déséquilibres et les vibrations
Très bonne absorption
- réduit la contrainte sur la broche
- réduit les vibrations de broutage
- maximise la durée de vie des outils
L’excellente qualité du matériau et du traitement ainsi que la technique moderne
- accroissent la flexibilité
- améliorent la force de serrage
- augmentent la durée de vie
- maximisent la sûreté du serrage et de la production
- garantit une disponibilité maximale
- assurent une productivité élevée
Vous êtes gagnant sur toute la ligne !

Forces de serrage jusqu’à 100% plus élevées qu’avec les mandrins à pinces standards.
Conditionnées par des vitesses de coupe de plus en plus élevées, les exigences formulées à l'encontre des régimes maximaux possibles de la broche de la machine croissent également. Pour pouvoir répondre à des régimes de 20 000 Tr/min. ou plus, les fabricants de broches doivent intégrer des paliers hybrides (composite métal-céramique) ou même des paliers en céramique pure dans les machines.
L’inconvénient de ces paliers est leur vulnérabilité aux chocs et aux coups – donc aux oscillations de toute nature.
Et comme ces oscillations ne peuvent pas être entièrement évitées, mais qu’elles réduisent la durée de vie de la broche, elles sont enregistrées et regroupées dans des plages G et transformées en heures à l’aide d’un facteur (selon plage G) pour être déduites des heures de garantie résiduelles.
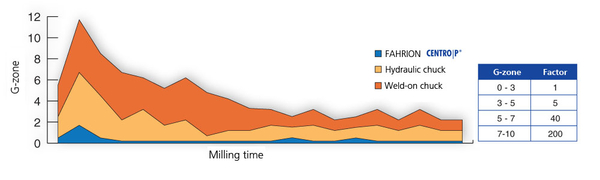
Cela entraîne des frais : La révision de la broche d’une telle machine coûte en moyenne environ 25 000 euros. Pour une durée de garantie, par exemple, de 4 000 heures, cela représente 6,25 euros de frais de broche/heure. Si l’on travaille seulement une heure dans la plage 7-10 G, celle-ci coûte environ 1 250 euros à un facteur 200.
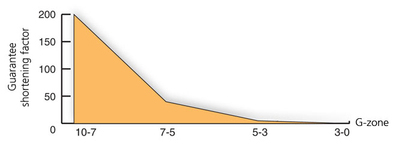
De faibles vibrations dans des plages G élevées suffisent à réduire les heures de garantie résiduelle et vous coûtent de l'argent !
Exemple 1 :Pour une durée de travail de 20 % dans la plage G 3-5 (facteur 5), la durée de garantie se réduit à 2 222,22 h
Exemple 2 :
Pour une durée de travail de 10% dans la plage G 3-5 (facteur 5), la durée de garantie se réduit à 2 857,14 h
Exemple 3 :
Et dès une durée de travail de 5% dans la plage G 3-5 (facteur 5), la durée de garantie se réduit à 3 333,33 h