CENTRO|P synchro fressen Druckkräfte.
So sieht synchronisierte Gewindebearbeitung in
Perfektion aus.
Die Rubber-Flex-Clutch gleicht Synchronisationsfehler aus
Zur Optimierung des Prozesses beim Schneiden oder Formen von Gewinden mit synchronisierender Maschinensteuerung müssen die Synchrofutter die axiale Leichtgängigkeit vor allem unter Drehmomentlast beibehalten!
Die zum Patent angemeldete Kupplung („Rubber-Flex-Clutch“) ist der Kern des FAHRION CENTRO|P synchro Spannsystems. Diese neuartige Technologie erledigt Längenausgleich, Mitnahme und Dämpfung in nur einem Element. Auf die sonst üblichen mechanischen Bauteile wird hier verzichtet. Dadurch reagieren die FAHRION Synchrofutter gleichbleibend sensibel auch unter Drehmomentlast, da keine Reibung durch mechanische Elemente auftreten kann.
1. Synchronfehler unterschiedlicher Fehlerquellen werden ausgeglichen.
2. Zug- und Druckkräfte auf das Gewindewerkzeug werden minimiert.
3. Die gedämpfte Umkehrung der Drehrichtung verlängert deutlich die Standzeit
Ein Gewindeschneidfutter mit Minimallängenausgleich („Synchrofutter“) arbeitet im Wesentlichen „gegen“ axiale Zug- und Druckkräfte, die während des Schneidens oder Formens von Gewinden auftreten. Oder sagen wir besser: Es arbeitet „mit“ ihnen. Denn es kompensiert dabei auftretende Synchronfehler und hält die einwirkenden Kräfte im Zaum. Um Gewinde prozesssicher herzustellen, kommt es entscheidend darauf an, dass das Synchrofutter seine Leichtgängigkeit vor allem auch unter Drehmomentlast beibehalten kann. Wenn hingegen die Synchronität der Dreh- und Vorschubachsen nachlässt, was durch Verschleiß, Temperaturgang, Toleranzlagen, Massenträgheit und andere Einflüsse auftreten kann, führt die Belastung zur Überlastung – und letztlich zur Verringerung der Standzeit und Lebensdauer des Werkzeugs.
Generell gilt: Je schwächer die Axialkraft, … … desto besser die Qualität. … desto geringer der Verschleiß. … desto länger die Standzeit. … desto sicherer der Prozess.
Vom sicheren Problemlöser bei kritischen Prozessen
Die FAHRION CENTRO|P synchro Spannfutter gewährleisten höchste Prozesssicherheit. Die Drehmomententkopplung durch die Rubber-Flex-Clutch verringert das Risiko von Werkzeugbrüchen, speziell bei Drehmomentspitzen. Mit einer hohen Reproduzierbarkeit der Gewinde sichern die CENTRO|P synchro eine konstante Qualität in der Produktion, was besonders in Branchen mit engen Toleranzen von entscheidender Bedeutung ist. Vibrationen werden wirkungsvoll gedämpft, was die Oberflächenqualität der Gewinde erheblich verbessert und das Risiko von Ausschuss minimiert.
Bis zum verschleißarmen Dauerläufer bei großen Serien
Die Gewindeschneidfutter von FAHRION zeichnen sich durch einen sehr sensibel ansprechenden Axialausgleich aus, der den auftretenden Flankendruck reduziert. Durch die hohe Präzision des Gesamtsystems taucht das Werkzeug gleichmäßig in das Werkstück ein und minimiert den Verschleiß. Im Ergebnis wird die Standzeit ebenfalls deutlich verlängert. Die Torsionsdämpfung des Futters und der großzügige Umfangsausgleich erhöhen ebenfalls die Anzahl der erreichbaren Gut-Gewinde.
Success Stories
Standzeiterhöhung um 30 % bei M3 Gewinde
Kunde
Hersteller Maschinenspindeln
Branche
Präzisionswerkzeuge
Für einen Kunden (ein Teilefertiger für Präzisionswerkzeuge) aus der Elektronik-Industrie sollten wir die Anzahl der Gut-Gewinde bei M3-Gewinden deutlich steigern.
Das haben wir geschafft: Im Vergleich zu zwei bestehenden Synchrofutter (1180 und 1310 Gut-Gewinde) konnten wir die Anzahl der Gut-Gewinde auf mehr als 1700 erhöhen. Das entspricht einer Steigerung von mehr als 30 Prozent.
Maschinenschnittstelle:
MAS-BT 30
Material:
1.0503 / C45
Gewindegröße:
M3 x 0,5
Kernloch:
D = 2,53 mm
L = 10,0 mm
Sackloch
Gewindetiefe:
T = 8,0 mm
Schnittgeschwindigkeit vc:
30 m/min
Kühlung/Schmierung:
KSS außen
1180 GEWINDE
1310 Gewinde
> 1700 Gewinde
SYNCHRO I
SYNCHRO II
MSC (Mini Synchro Chuck)
Haben Sie Fragen zu diesem Kundenversuch oder wollen Sie auch Ihre Produktion prozesssicherer oder effizienter gestalten? Dann sprechen Sie uns gerne an. Wir freuen uns auf Sie.
Automatisierte 3-Schicht-Produktion durch Prozesssicherheit
Kunde
Maschinenhersteller
Branche
Maschinenbau
Ein Kunde hatte einen unsicheren Prozess durch regelmäßigen Werkzeugbruch. Durch den Einsatz unseres FAHRION MSC (Mini Synchro Chuck) konnte er eine automatisierte 3-Schicht-Produktion prozesssicher gewährleisten. Somit konnte er die Anzahl der Gut-Gewinde bis Werkzeugwechsel auf mehr als 3500 Stück erhöhen.
Maschine:
Heller FP4000
Maschinenschnittstelle:
HSK-A 63
Material:
3.2315 AlSi1MgMn
Gewindegröße:
M2,5 + M3
Drehzahl:
2.000 1/min
Schnittgeschwindigkeit vc:
19 m/min
Kühlung/Schmierung:
KSS innen +
außen
Herausforderung:
Eintauchtiefe
M2,5 und M3-Gewindeformen (IST-ZUSTAND VOR MSC-EINSATZ: unsicherer Prozess wegen Bruch der Gewinde-Werkzeuge)
1-20 Gewinde
504 Gewinde
> 3500 Gewinde
IST-ZUSTAND WERKZEUGBRUCH
SOLL-ZUSTAND bis Werkzeugwechsel
ERGEBNIS BEI EINSATZ von MSC (Mini Synchro Chuck)
Haben Sie Fragen zu diesem Kundenversuch oder wollen Sie auch Ihre Produktion prozesssicherer oder effizienter gestalten? Dann sprechen Sie uns gerne an. Wir freuen uns auf Sie.
Good to know
Wie erstelle ich das perfekte Kernloch?
Einfluss von KSS-Zufuhr auf den Gewindeprozess
Was FAHRION CENTRO|P synchro einzigartig macht
Was unterscheidet uns als FAHRION von anderen Synchrofutter-Herstellern?
Wir sind der einzige Hersteller, der für ein Synchrofutter-System auf Basis der ER-Spannzange alle Komponenten (Gewindeschneidfutterkörper, Spannzange, Spannmutter) im eigenen Haus fertigt.
Alle Branchen
Chirurgische Instrumente /
Medizin- und Labortechnik
Teile der Feinwerktechnik /
Feinwerk- und Mikrotechnik
Turboverdichter /
für gehobene Teile- und Lohnfertiger
Tiefziehwerkzeug /
aus dem Werkzeug- und Formenbau + Spritzgussform
Getriebegehäuse /
in der Antriebstechnik
Rundtaktautomat /
für den Maschinen- und Anlagenbau
Impeller /
für gehobene Teile- und Lohnfertiger
Kraftwerksturbine /
Turbinenbau und Energietechnik
Fahrwerk Passagierflugzeug /
Luft- und Raumfahrt + Turbine
Gelenkimplantat /
Medizin- und Labortechnik
Abfüllanlage /
Fluidtechnik und Lebensmittelindustrie
Lösungen für alle Branchen
Branchen mit hochdrehenden Spindeln, engen Platzverhältnissen und tiefen Kavitäte
Die schlanken CENTRO|P Spannfuttern MPC (Mini Precision Chuck) haben kleinere Spanndurchmesser für hohe Drehzahlen oder sehr schlanke Außenkonturen für das tiefe Eintauchen in Kavitäten. In Verbindung mit den Hochpräzisions-ER-Spannzangen und den CENTRO|P Mini-Spannmuttern (Größen ER 8 bis ER 16) eignen sich diese optimal für hochdrehende Maschinen mit kleinen Schnittstellen an der Maschinenspindel oder für die Bearbeitung in hohen Eintauchtiefen mit dennoch stabiler Werkzeugspannung.
Klassische Einsatzgebiete dieser Spannfutter sind:
Medizin- und Labortechnik
Werkzeug- und Formenbau
Feinwerk- und Mikrotechnik
Branchen mit hohen Anforderungen an die Flexibilität
Die CENTRO|P Spannfutter DPC (Dynamic Performance Chuck) mit Standard-Geometrie sind echte Allrounder zum Besäumen, Schlichten und Schruppen. Je nach ER-Spannzange (Größen ER 16 bis ER 40), die in zwei Präzisionsstufen und mit unterschiedlichen Möglichkeiten der Kühlmittelzufuhr (wie beispielsweise dem „Cool Jet“) zur Verfügung stehen, sind alle Bearbeitungen mit demselben Spannzangen-Spannfutter möglich.
Diese Werkzeug-Aufnahmen sind die erste Wahl bei hohem Zeitspanvolumen oder sehr genauen Bearbeitungen auf dynamischen Maschinen mit modernen Frässtrategien.
Typische Einsatzgebiete sind Branchen mit dynamischen Bearbeitungen und hohen Ansprüchen an Präzision:
Werkzeug- und Formenbau
Automobil- und Zulieferindustrie
Maschinen- und Anlagenbau
gehobene Teile- und Lohnfertiger
Branchen mit höchsten Anforderungen an das Zeitspanvolumen
Die CENTRO|P Kraftspannfutter UPC/FPC (Ultra Power/Full Performance Chuck) eignen sich ganz besonders für die Schruppbearbeitung bei anspruchsvollen Werkstoffen, wie
Titan
Inconell
Hastelloy
Vergütungs- und VA-Stähle
Hochwarmfeste Legierungen
Diese Spannzangenfutter haben einen verstärkten Grundkörper, der perfekt mit den kugelgelagerten Spannmuttern harmoniert und somit Stabilität und Dämpfung gewährleistet. Beim Einsatz der speziellen Keilspannzange (die FAHRION W-Baureihe) kann auch ein Formschluss gegen Werkzeugauszug erzielt werden.
Entsprechende Anwendungen finden sich vor allem bei Bauteilen in den Bereichen
Turbinenbau und Energietechnik
Luft- und Raumfahrt
Medizin- und Labortechnik
Fluidtechnik und Lebensmittelindustrie
Spannsystem Gewinden Kernloch
Wie erstelle ich das perfekte Kernloch?
1. Schritt: Ein passendes Kernloch muss gebohrt werden.
2. Schritt: Das Kernloch wird angesenkt.
3. Schritt: Nun kann das Gewinde in unterschiedlichen Verfahren herstellt werden. Meistens wird hier das Gewindeformen oder Gewindeschneiden/-bohren zur Anwendung kommen.
Auch bei diesem Gesamtprozess folgen wir dem Systemgedanken. Mit den FAHRION Produkten schneiden Sie nicht nur Ihr Gewinde, sondern erstellen auch ein optimales Kernloch. Die hohe Rundlaufgenauigkeit der CENTRO|P Spannzangenfutter, wie zum Beispiel MPC oder DPC, gewährleistet dabei die sehr gute Maßhaltigkeit des Durchmessers des Kernlochs. Zusätzlich sorgt die Stabilität dieser CENTRO|P Spannzangenfutter für eine gerade Bohrung ohne Winkelfehler auch bei größeren Bohrtiefen. Durch die unterschiedlichen Möglichkeiten der FAHRION Spannzangen, den Kühlschmierstoff (KSS) möglichst direkt in die Bohrung zu leiten, wird der Prozess gleichmäßig gut gekühlt und eine ungewollte Härtung des Materials verhindert. Im Systembaukasten des FAHRION CENTRO|P finden Sie immer die optimale Lösung für jede Bearbeitung mit Werkzeugen mit Zylinderschaft.
KSS-Zufuhr Gewinden
Kühlung außen – Kühlung innen
Einfluss von KSS-Zufuhr auf den Gewindeprozess
Welchen Einfluss hat die KSS-Zufuhr auf den Gewindeprozess?
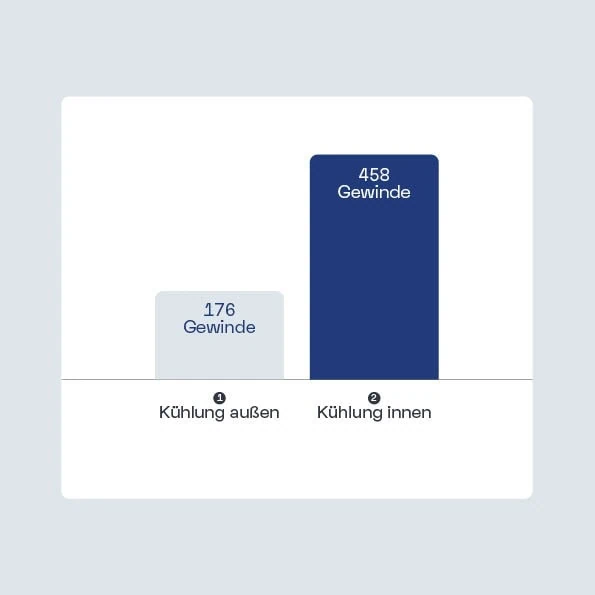
Wir haben in mehreren Standzeittests die durchschnittliche Lebensdauer des Gewindewerkzeugs bei verschiedenen Methoden der Kühlschmierstoff-Zufuhr (KSS) ermittelt:
1) Kühlung außen durch KSS-Düsen 2) Kühlung innen durch den Gewindebohrer/-former
Das Ergebnis zeichnet ein eindeutiges Bild: Obwohl bei diesem Versuchsaufbau die Außenkühlung perfekt auf die Schneide ausgerichtet war, gelangte nicht genügend KSS an die Schneide, was zu einer schlechteren Standzeit des Gewindewerkzeugs führte. In der Praxis ist diese ideale Ausrichtung der KSS-Düsen kaum zu erreichen und vor allem nicht aufrecht zu erhalten. Als optimal hat sich die Innenkühlung, egal ob durch die Spannzange oder durch das Werkzeug, herausgestellt. Hier kommt immer ausreichend und gleichmäßig viel Kühlschmierstoff an der Schneide an. Ein zeitaufwendiges Einstellen und Nachjustieren entfallen hier komplett.
Info
Die Kühlschmierstoff-Zufuhr hat einen sehr großen Einfluss auf den Prozess. Durch innere Kühlschmierstoff-Zufuhr wird die Standzeit massiv erhöht.
Zusätzlicher Vorteil
Unabhängig davon, ob Werkzeuge mit oder ohne Innenkühlungskanal eingesetzt werden, wird mit der FAHRION HPD ↗︎/HPDD ↗︎ bzw. GBD ↗︎/GBDD ↗︎Spannzange ↗︎ eine optimale KSS-Zufuhr erreicht.
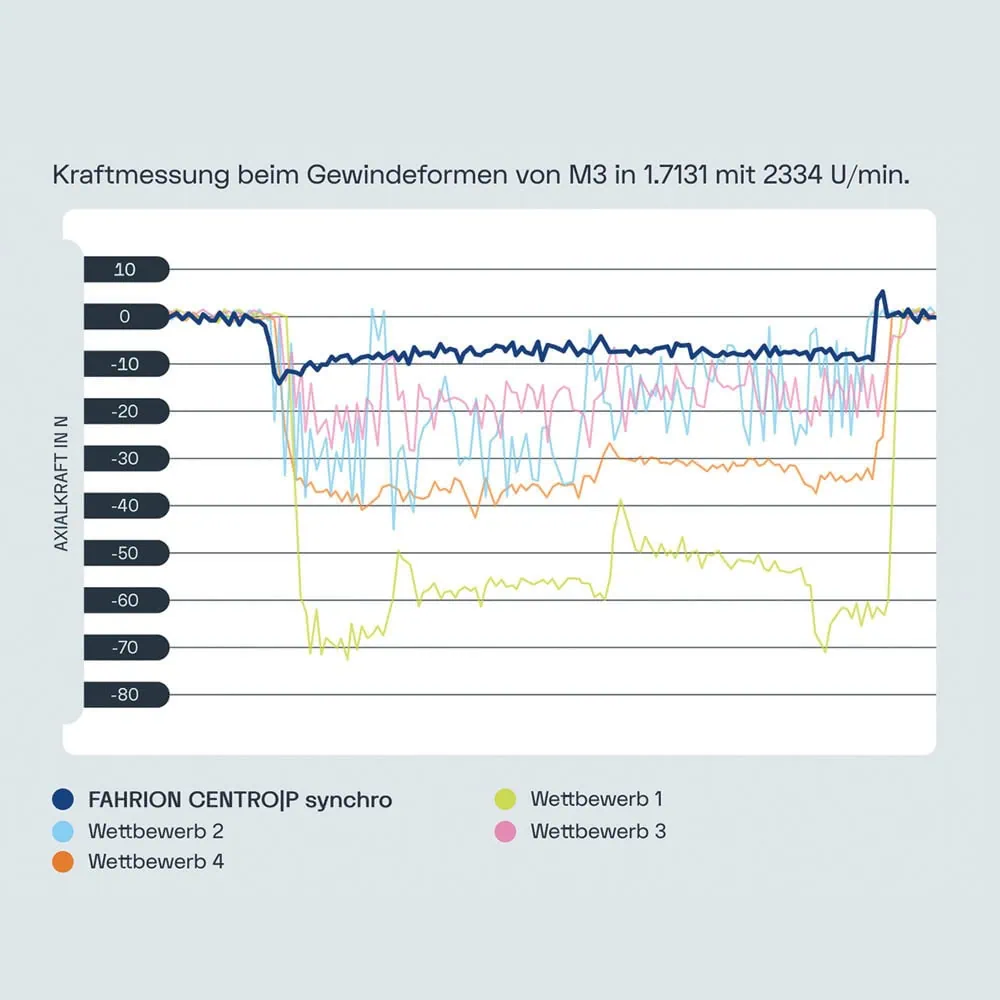
Kraftmessung beim Gewindeformen
Was FAHRION CENTRO|P synchro einzigartig macht
Jeder Maschinenbauer weiß: „Bei gleichzeitigem Drehen und Ziehen klemmt’s.“ Wir haben uns also die „einspannende“ Frage gestellt, wie wir die bestehende Grundproblematik der Reibung unter Drehmomentlast durch Kugeln, Stifte oder vergleichbare Mitnehmer drastisch verringern können. Das Ergebnis ist so radikal wie einfach. Wir verzichten einfach auf derartige mechanisch-formschlüssige Mitnehmer und arbeiten stattdessen mit unserer zum Patent angemeldeten Kupplung („Rubber-Flex-Clutch“).
Durch die Rubber-Flex-Clutch (RFC) kann die Werkzeugaufnahme mittels dieser neuartigen Technologie Drehmomentlast ohne mechanischen Formschluss aufnehmen. Der Prozess der Mitnahme und des Ausgleichs vollzieht sich so „aus einem Guss“ und nahezu reibungsfrei.
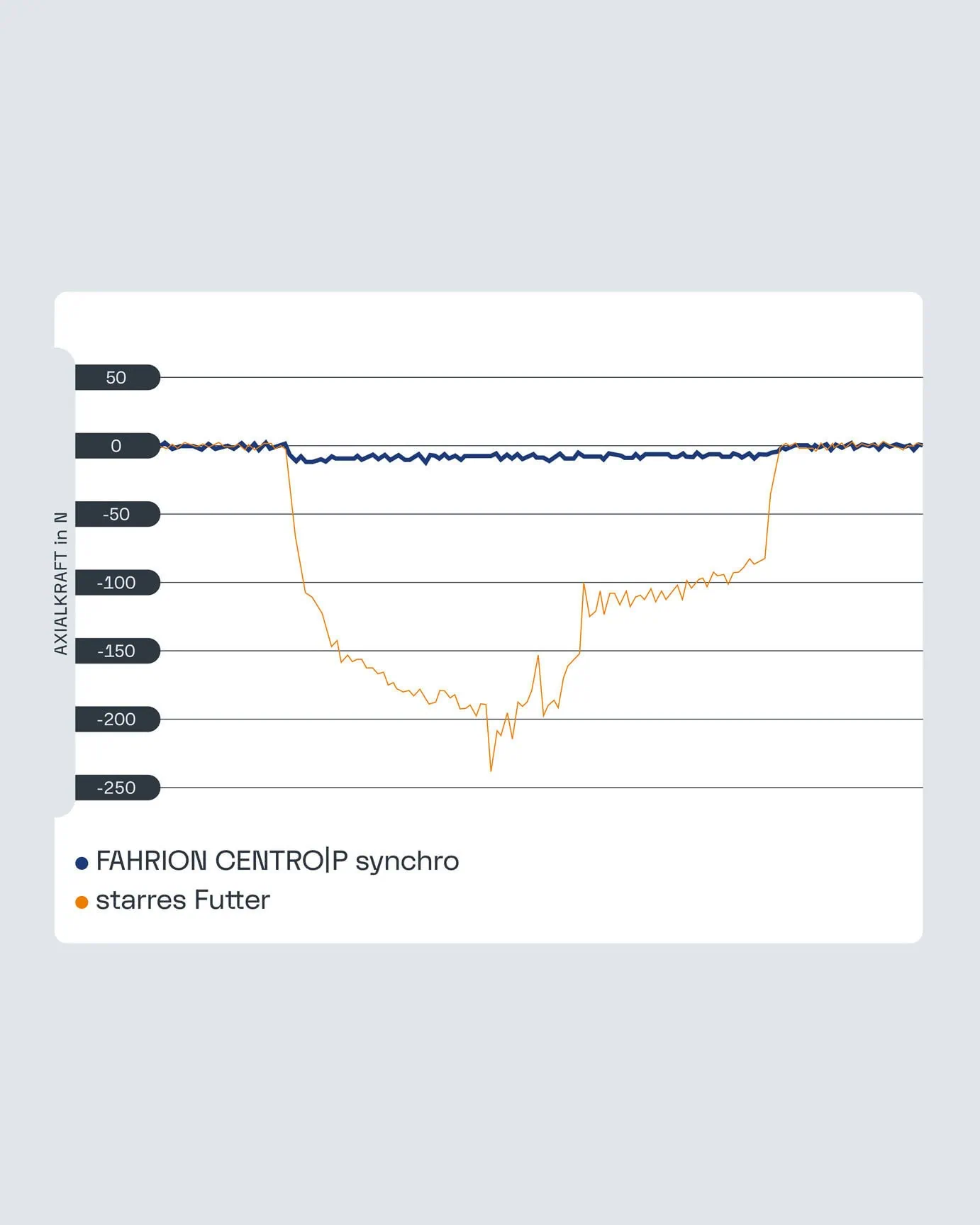
Zusätzlich sorgt die RFC für ein gedämpftes Momentum bei der Umkehrung der Drehrichtung. Die Theorie spiegelt sich auch in der Praxis wider, was man an dem Diagramm erkennen kann. Wir haben vier Spannfutter mit unterschiedlichen, mechanischen Synchronausgleichen mit unserer RFC-Technologie verglichen. Ganz klar kann man hier erkennen, dass unser Gewindeschneidfutter die geringsten verschleißfördernden Kräfte aufzeigt (blaue Linie).