CENTRO|P synchro absorbs thrust forces.
This is synchronised threading at its best.
THE RUBBER-FLEX-CLUTCH COMPENSATES FOR SYNCHRONISATION ERRORS
To optimise the process when cutting or forming threads with synchronised machine control, the synchro chuck must maintain axial smoothness, especially under torque load!
The patented coupling („Rubber-Flex-Clutch“/RFC) is the core of the FAHRION CENTRO|P synchro clamping system. This innovative technology performs length compensation, drive and damping in a single element. It eliminates the need for traditional mechanical components. As a result, the FAHRION synchro chuck responds consistently sensitively even under torque load, as no friction from mechanical elements can occur.
1. Synchronisation errors from various sources are compensated for.
2. The tensile and compressive forces on the threading tool are minimised.
3. The dampened reversal of the rotation direction significantly extends tool life.
A thread tapping chuck with minimal length compensation („synchro chuck“) works essentially „against“ the axial tensile and compressive forces that occur during thread cutting or forming. Or rather: It works „with“ them. It compensates for any synchronisation errors and keeps the applied forces under control. To safely produce threads, it is crucial that the synchro chuck maintains its smoothness, especially under torque load. However, when the synchronisation of the rotation and feed axes decreases due to wear, temperature fluctuations, tolerances, mass inertia and other factors, the load causes stress, ultimately reducing the tool’s lifespan and durability.
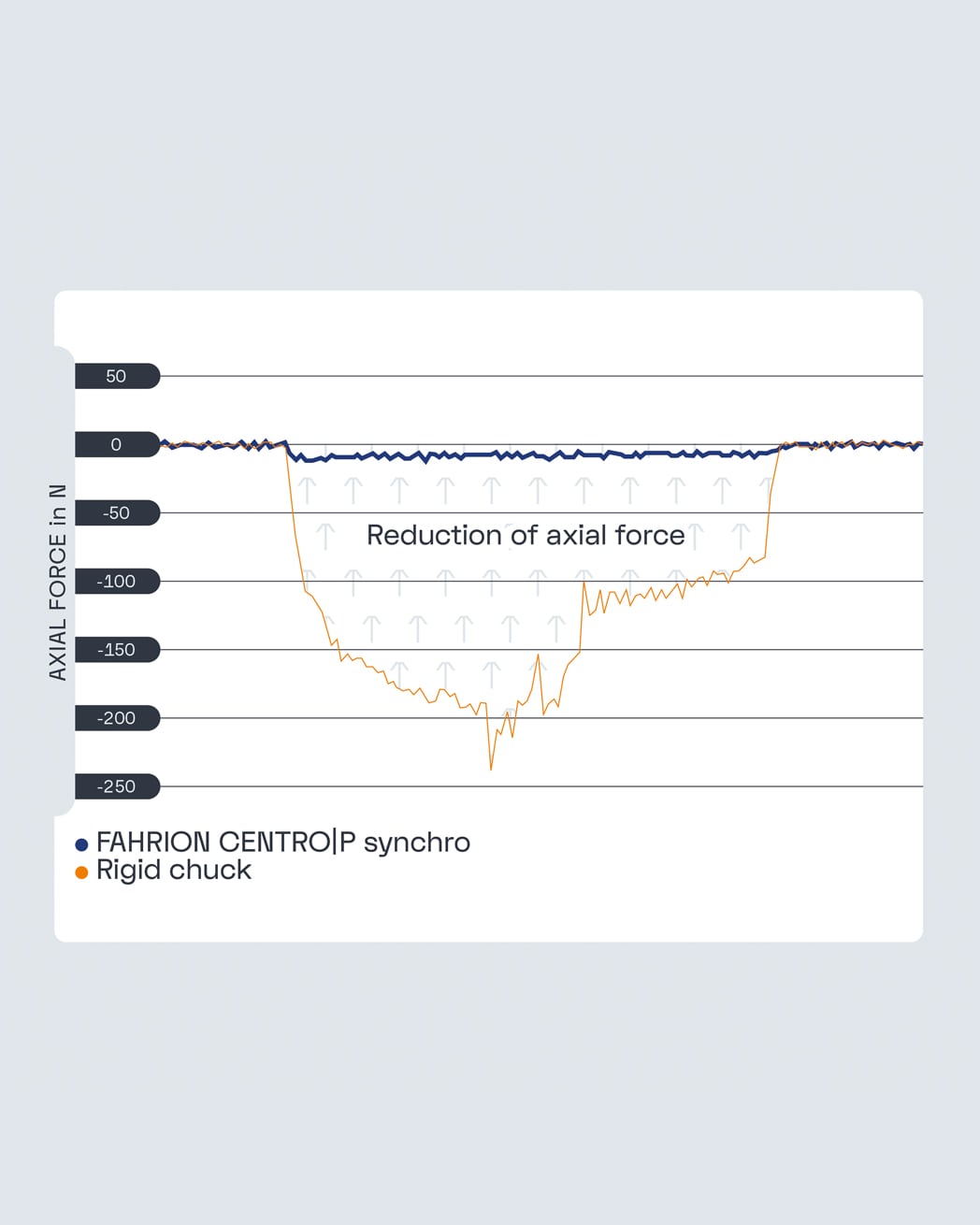
In general: The weaker the axial force, … … the better the quality. … the lower the wear. … the longer the tool life. … the safer the process.
FROM reliable problem-solver in critical processes
The FAHRION CENTRO|P synchro chucks ensure the highest process safety. The torque decoupling via the Rubber-Flex-Clutch (RFC) reduces the risk of tool breakage, especially during torque spikes. With high reproducibility of threads, CENTRO|P synchro ensures consistent production quality, which is especially crucial in industries with tight tolerances. Vibrations are effectively dampened, significantly improving the thread surface quality and minimising scrap risk.
To long-lasting performance in large series
FAHRION thread tapping chucks are characterised by a very sensitive axial compensation that reduces the flank pressure exerted. The high precision of the entire system ensures the tool engages the workpiece evenly, minimising wear. As a result, the tool life is significantly extended. The torsional damping of the chuck and the generous length compensation also increase the number of acceptable threads produced.
Success Stories
Tool life extended by 30% for M3 threads
Customer
Manufacturer of Machine Spindles
Industry
Precision Tools
For a customer (a precision parts manufacturer in the electronics industry), we were tasked with significantly increasing the number of acceptable M3 threads.
We achieved this: Compared to two existing synchro chucks (1180 and 1310 acceptable threads), we increased the number of acceptable threads to over 1700. This corresponds to an increase of more than 30%.
Machine interface:
MAS-BT 30
Material:
1.0503 / C45
Thread size:
M3 x 0,5
Core hole:
D = 2,53 mm L = 10,0 mm Blind hole
Thread depth:
T = 8,0 mm
Cutting speed vc:
30 m/min
Cooling/lubrication:
CL outside
1180 THREADS
1310 THREADS
> 1700 Threads
SYNCHRO I
SYNCHRO II
MSC (Mini Synchro Chuck)
Do you have questions about this customer trial, or would you like to make your production more process-safe or efficient? Feel free to contact us. We look forward to hearing from you.
Automated 3-shift production through process safety
Customer
Machine manufacturer
Industry
Mechanical engineering
A customer had an unstable process due to regular tool breakage. By using our FAHRION MSC (Mini Synchro Chuck), they were able to ensure process safety in an automated 3-shift production. As a result, they increased the number of acceptable threads to over 3500 before a tool change was needed.
Machine:
Heller FP4000
Machine interface:
HSK-A 63
Material:
3.2315 AlSi1MgMn
Thread size:
M2,5 + M3
Speed:
2.000 1/min
Cutting speed vc:
19 m/min
Cooling/lubrication:
CL inside + outside
Challenge:
Immersion depth
M2.5 and M3 thread forming (BEFORE MSC USE: unstable process due to thread tool breakage)
1-20 Threads
504 Threads
> 3500 Threads
ACTUAL STATE TOOL BREAK
TARGET STATE UNTIL TOOL CHANGE
RESULT USING MSC (Mini Synchro Chuck)
Do you have questions about this customer trial, or would you like to make your production more process-safe or efficient? Feel free to contact us. We look forward to hearing from you.
Good to know
HOW TO CREATE THE PERFECT CORE HOLE?
The influence of coolant supply on the threading process
What makes FAHRION CENTRO|P synchro unique
WHAT makes FAHRION different from other synchro chuck manufacturers?
We are the only manufacturer that produces all components of a synchro chuck system based on ER collets (thread tapping chuck body, collet, clamping nut) in-house.
Alle Branchen
Chirurgische Instrumente /
Medizin- und Labortechnik
Teile der Feinwerktechnik /
Feinwerk- und Mikrotechnik
Turboverdichter /
für gehobene Teile- und Lohnfertiger
Tiefziehwerkzeug /
aus dem Werkzeug- und Formenbau + Spritzgussform
Getriebegehäuse /
in der Antriebstechnik
Rundtaktautomat /
für den Maschinen- und Anlagenbau
Impeller /
für gehobene Teile- und Lohnfertiger
Kraftwerksturbine /
Turbinenbau und Energietechnik
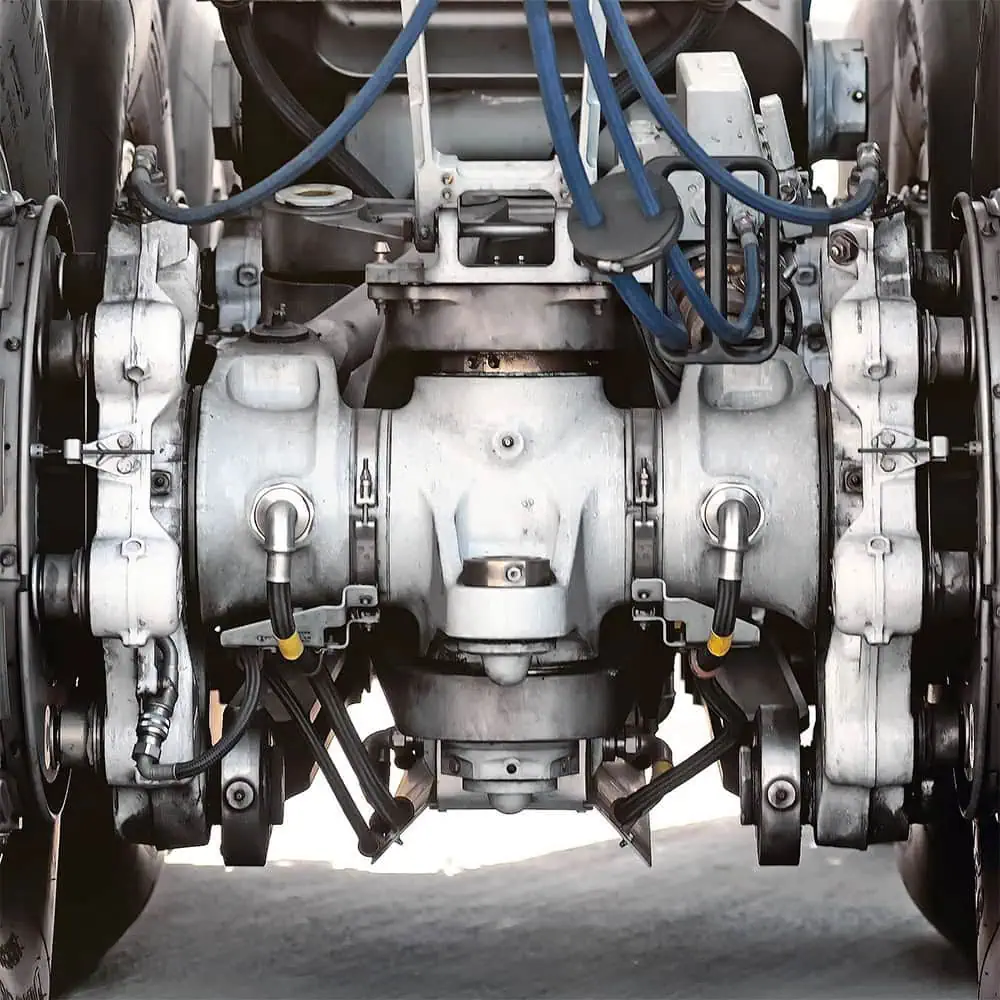
Fahrwerk Passagierflugzeug /
Luft- und Raumfahrt + Turbine
Gelenkimplantat /
Medizin- und Labortechnik
Abfüllanlage /
Fluidtechnik und Lebensmittelindustrie
Lösungen für alle Branchen
Branchen mit hochdrehenden Spindeln, engen Platzverhältnissen und tiefen Kavitäte
Die schlanken CENTRO|P Spannfuttern MPC (Mini Precision Chuck) haben kleinere Spanndurchmesser für hohe Drehzahlen oder sehr schlanke Außenkonturen für das tiefe Eintauchen in Kavitäten. In Verbindung mit den Hochpräzisions-ER-Spannzangen und den CENTRO|P Mini-Spannmuttern (Größen ER 8 bis ER 16) eignen sich diese optimal für hochdrehende Maschinen mit kleinen Schnittstellen an der Maschinenspindel oder für die Bearbeitung in hohen Eintauchtiefen mit dennoch stabiler Werkzeugspannung.
Klassische Einsatzgebiete dieser Spannfutter sind:
Medizin- und Labortechnik
Werkzeug- und Formenbau
Feinwerk- und Mikrotechnik
Branchen mit hohen Anforderungen an die Flexibilität
Die CENTRO|P Spannfutter DPC (Dynamic Performance Chuck) mit Standard-Geometrie sind echte Allrounder zum Besäumen, Schlichten und Schruppen. Je nach ER-Spannzange (Größen ER 16 bis ER 40), die in zwei Präzisionsstufen und mit unterschiedlichen Möglichkeiten der Kühlmittelzufuhr (wie beispielsweise dem „Cool Jet“) zur Verfügung stehen, sind alle Bearbeitungen mit demselben Spannzangen-Spannfutter möglich.
Diese Werkzeug-Aufnahmen sind die erste Wahl bei hohem Zeitspanvolumen oder sehr genauen Bearbeitungen auf dynamischen Maschinen mit modernen Frässtrategien.
Typische Einsatzgebiete sind Branchen mit dynamischen Bearbeitungen und hohen Ansprüchen an Präzision:
Werkzeug- und Formenbau
Automobil- und Zulieferindustrie
Maschinen- und Anlagenbau
gehobene Teile- und Lohnfertiger
Branchen mit höchsten Anforderungen an das Zeitspanvolumen
Die CENTRO|P Kraftspannfutter UPC/FPC (Ultra Power/Full Performance Chuck) eignen sich ganz besonders für die Schruppbearbeitung bei anspruchsvollen Werkstoffen, wie
Titan
Inconell
Hastelloy
Vergütungs- und VA-Stähle
Hochwarmfeste Legierungen
Diese Spannzangenfutter haben einen verstärkten Grundkörper, der perfekt mit den kugelgelagerten Spannmuttern harmoniert und somit Stabilität und Dämpfung gewährleistet. Beim Einsatz der speziellen Keilspannzange (die FAHRION W-Baureihe) kann auch ein Formschluss gegen Werkzeugauszug erzielt werden.
Entsprechende Anwendungen finden sich vor allem bei Bauteilen in den Bereichen
Turbinenbau und Energietechnik
Luft- und Raumfahrt
Medizin- und Labortechnik
Fluidtechnik und Lebensmittelindustrie
Spannsystem Gewinden Kernloch
Wie erstelle ich das perfekte Kernloch?
1. Schritt: Ein passendes Kernloch muss gebohrt werden.
2. Schritt: Das Kernloch wird angesenkt.
3. Schritt: Nun kann das Gewinde in unterschiedlichen Verfahren herstellt werden. Meistens wird hier das Gewindeformen oder Gewindeschneiden/-bohren zur Anwendung kommen.
Auch bei diesem Gesamtprozess folgen wir dem Systemgedanken. Mit den FAHRION Produkten schneiden Sie nicht nur Ihr Gewinde, sondern erstellen auch ein optimales Kernloch. Die hohe Rundlaufgenauigkeit der CENTRO|P Spannzangenfutter, wie zum Beispiel MPC oder DPC, gewährleistet dabei die sehr gute Maßhaltigkeit des Durchmessers des Kernlochs. Zusätzlich sorgt die Stabilität dieser CENTRO|P Spannzangenfutter für eine gerade Bohrung ohne Winkelfehler auch bei größeren Bohrtiefen. Durch die unterschiedlichen Möglichkeiten der FAHRION Spannzangen, den Kühlschmierstoff (KSS) möglichst direkt in die Bohrung zu leiten, wird der Prozess gleichmäßig gut gekühlt und eine ungewollte Härtung des Materials verhindert. Im Systembaukasten des FAHRION CENTRO|P finden Sie immer die optimale Lösung für jede Bearbeitung mit Werkzeugen mit Zylinderschaft.
KSS-Zufuhr Gewinden
Kühlung außen – Kühlung innen
Einfluss von KSS-Zufuhr auf den Gewindeprozess
Welchen Einfluss hat die KSS-Zufuhr auf den Gewindeprozess?
Wir haben in mehreren Standzeittests die durchschnittliche Lebensdauer des Gewindewerkzeugs bei verschiedenen Methoden der Kühlschmierstoff-Zufuhr (KSS) ermittelt:
1) Kühlung außen durch KSS-Düsen 2) Kühlung innen durch den Gewindebohrer/-former
Das Ergebnis zeichnet ein eindeutiges Bild: Obwohl bei diesem Versuchsaufbau die Außenkühlung perfekt auf die Schneide ausgerichtet war, gelangte nicht genügend KSS an die Schneide, was zu einer schlechteren Standzeit des Gewindewerkzeugs führte. In der Praxis ist diese ideale Ausrichtung der KSS-Düsen kaum zu erreichen und vor allem nicht aufrecht zu erhalten. Als optimal hat sich die Innenkühlung, egal ob durch die Spannzange oder durch das Werkzeug, herausgestellt. Hier kommt immer ausreichend und gleichmäßig viel Kühlschmierstoff an der Schneide an. Ein zeitaufwendiges Einstellen und Nachjustieren entfallen hier komplett.
Info
Die Kühlschmierstoff-Zufuhr hat einen sehr großen Einfluss auf den Prozess. Durch innere Kühlschmierstoff-Zufuhr wird die Standzeit massiv erhöht.
Zusätzlicher Vorteil
Unabhängig davon, ob Werkzeuge mit oder ohne Innenkühlungskanal eingesetzt werden, wird mit der FAHRION HPD ↗︎/HPDD ↗︎ bzw. GBD ↗︎/GBDD ↗︎Spannzange ↗︎ eine optimale KSS-Zufuhr erreicht.
Kraftmessung beim Gewindeformen
Was FAHRION CENTRO|P synchro einzigartig macht
Jeder Maschinenbauer weiß: „Bei gleichzeitigem Drehen und Ziehen klemmt’s.“ Wir haben uns also die „einspannende“ Frage gestellt, wie wir die bestehende Grundproblematik der Reibung unter Drehmomentlast durch Kugeln, Stifte oder vergleichbare Mitnehmer drastisch verringern können. Das Ergebnis ist so radikal wie einfach. Wir verzichten einfach auf derartige mechanisch-formschlüssige Mitnehmer und arbeiten stattdessen mit unserer zum Patent angemeldeten Kupplung („Rubber-Flex-Clutch“).
Durch die Rubber-Flex-Clutch (RFC) kann die Werkzeugaufnahme mittels dieser neuartigen Technologie Drehmomentlast ohne mechanischen Formschluss aufnehmen. Der Prozess der Mitnahme und des Ausgleichs vollzieht sich so „aus einem Guss“ und nahezu reibungsfrei.
Zusätzlich sorgt die RFC für ein gedämpftes Momentum bei der Umkehrung der Drehrichtung. Die Theorie spiegelt sich auch in der Praxis wider, was man an dem Diagramm erkennen kann. Wir haben vier Spannfutter mit unterschiedlichen, mechanischen Synchronausgleichen mit unserer RFC-Technologie verglichen. Ganz klar kann man hier erkennen, dass unser Gewindeschneidfutter die geringsten verschleißfördernden Kräfte aufzeigt (blaue Linie).
All industries
Surgical instruments / Medical and laboratory technology
Precision engineering components / Precision and microengineering
Turbo compressor / for high-end parts and contract manufacturers
Deep-drawing tool / from tool and mold making + injection mold
Gearbox housing / in drive technology
Rotary transfer machine / for mechanical and plant engineering
Impeller / for high-end parts and contract manufacturers
Power plant turbine / Turbine construction and energy technology
Filling system / Fluid technology and food industry
Solutions for All Industries
Industries with high-speed spindles, tight spaces and deep cavities
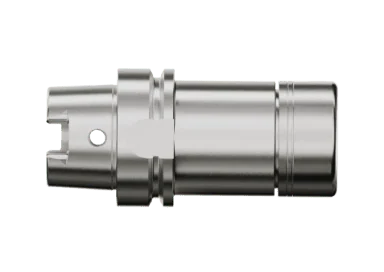
The slim CENTRO|P MPC (Mini Precision Chuck) chucks have smaller clamping diameters for high speeds or very slim outer contours for deep penetration into cavities. In combination with the high-precision ER collets and the CENTRO|P mini clamping nuts (sizes ER 8 to ER 16), these are ideal for high-speed machines with small interfaces on the machine spindle or for machining at high plunging depths with stable tool clamping.
Typical applications for these chucks include:
Medical and laboratory technology
Tool and mould making
Precision and micro-technology
Industries with high flexibility requirements
The CENTRO|P DPC (Dynamic Performance Chuck) chucks with standard geometry are true all-rounders for trimming, finishing and roughing. Depending on the ER collet (sizes ER 16 to ER 40), which are available in two precision levels and with different coolant supply options (such as the ‘Cool Jet’), all machining operations can be carried out with the same collet chuck.
These tool holders are the first choice for high metal removal rates or very precise machining on dynamic machines with modern milling strategies.
Typical applications are industries with dynamic machining and high precision demands:
Tool and mould making
Automotive and supplier industry
Mechanical and plant engineering
high-end parts and contract manufacturers
Industries with the highest demands on material removal rates
CENTRO|P Power Chucks UPC/FPC (Ultra Power/Full Performance Chuck) are particularly suitable for roughing demanding materials such as
Titanium
Inconel
Hastelloy
Tempered and stainless steels
High-temperature alloys
These collet chucks have a reinforced base body that harmonizes perfectly with the ball-bearing collet nuts, thus ensuring stability and damping. When using the special wedge collet chuck (the FAHRION W series), a form fit against tool pull-out can also be achieved.
Corresponding applications are mainly found in the fields of
Turbine construction and energy technology
Aerospace
Medical and laboratory technology
Fluid technology and food industry
Thread Clamping System Pilot Hole
HOW TO CREATE THE PERFECT CORE HOLE?
Step 1: A suitable core hole must be drilled.
Step 2: The core hole is then countersunk.
Step 3: Now, the thread can be created using different methods. In most cases, threading or thread cutting/boring is used.
We follow the system-based approach for this entire process. With FAHRION products, you do not just cut the thread; you also create an optimal core hole. The high concentricity of CENTRO|P collet chucks, such as MPC or DPC, ensures excellent dimensional accuracy of the core hole diameter. Additionally, the stability of these CENTRO|P collet chucks allows for a straight bore without angular errors, even at greater drilling depths.The various options offered by FAHRION collets, such as directing the cooling lubricant (CL) directly into the bore, ensure consistent cooling throughout the process and prevent unwanted material hardening. In the FAHRION CENTRO|P system kit, you will always find the optimal solution for every machining task using cylindrical shank tools.
Coolant Supply for Threading
External cooling – internal cooling
The influence of coolant supply on the threading process
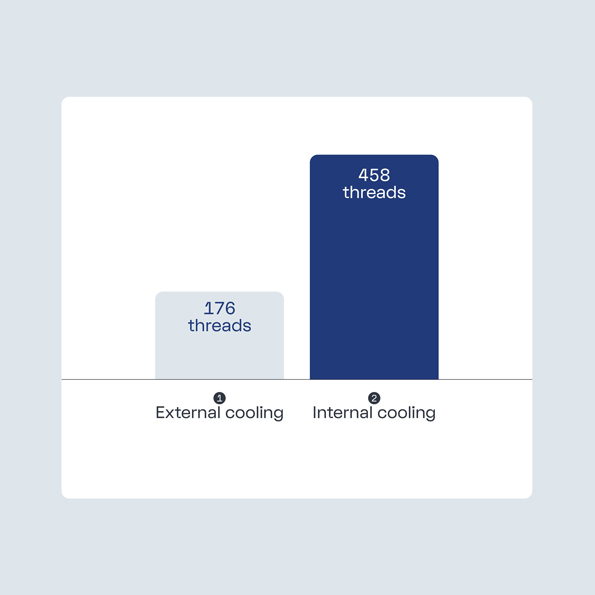
How does the coolant supply affect the threading process?
In several tool life tests, we have determined the average service life of the threading tool with different methods of cooling lubricant supply:
1) External cooling by coolant nozzles 2) Internal cooling through the tap/thread former
The result paints a clear picture: Although the external cooling was perfectly aligned with the cutting edge in this test setup, not enough coolant reached the cutting edge, which led to reduced tool life. In practice, this ideal alignment of the coolant nozzles is almost impossible to achieve and, above all, to maintain. The internal coolant supply, whether through the collet or the tool, proved to be optimal. This method ensures that enough coolant consistently reaches the cutting edge. Time-consuming adjustment and readjustment are completely unnecessary here.
Info
Cooling lubricant supply has a significant impact on the process. The internal cooling lubricant supply massively increases tool life.
ADDITIONAL ADVANTAGE
Whether tools with or without an internal cooling channel are used, the FAHRION HPD ↗︎/HPDD ↗︎ or GBD ↗︎/GBDD ↗︎collet ↗︎ ensures optimal coolant supply.
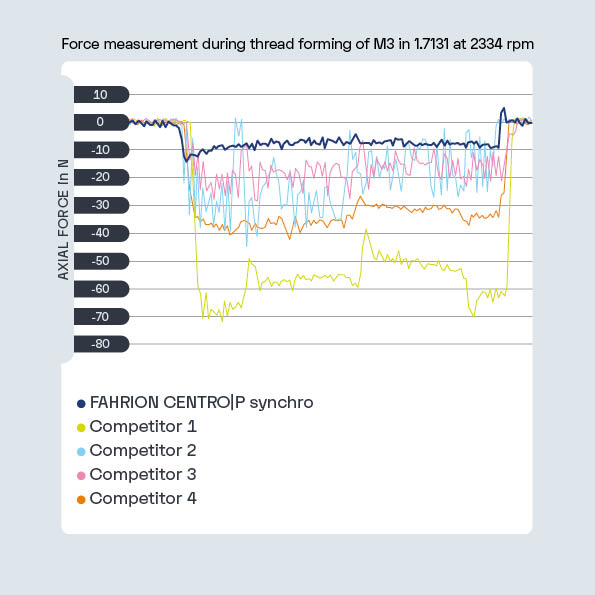
Force Measurement in Thread Forming
What makes FAHRION CENTRO|P synchro unique
Every machinist knows: “When turning and pulling at the same time, things get stuck.” So, we asked ourselves how to drastically reduce the basic problem of friction under torque load caused by balls, pins, or similar mechanical drivers. The result is as radical as it is simple. We simply do without such mechanical form-fit drivers and instead rely on our patented coupling („Rubber-Flex-Clutch“).
The Rubber-Flex-Clutch (RFC) allows the tool holder to absorb torque load using this innovative technology without mechanical form-fit. The process of torque transmission and compensation takes place “seamlessly” and with virtually no friction.
Additionally, the RFC provides dampened momentum when reversing the rotation direction. Theory is reflected in practice, as can be seen in the diagram. We compared four chucks with different mechanical synchronisation compensators with our RFC technology. It is clear that our thread tapping chuck shows the lowest wear-inducing forces (blue line).