

Gewinde-
schneidfutter
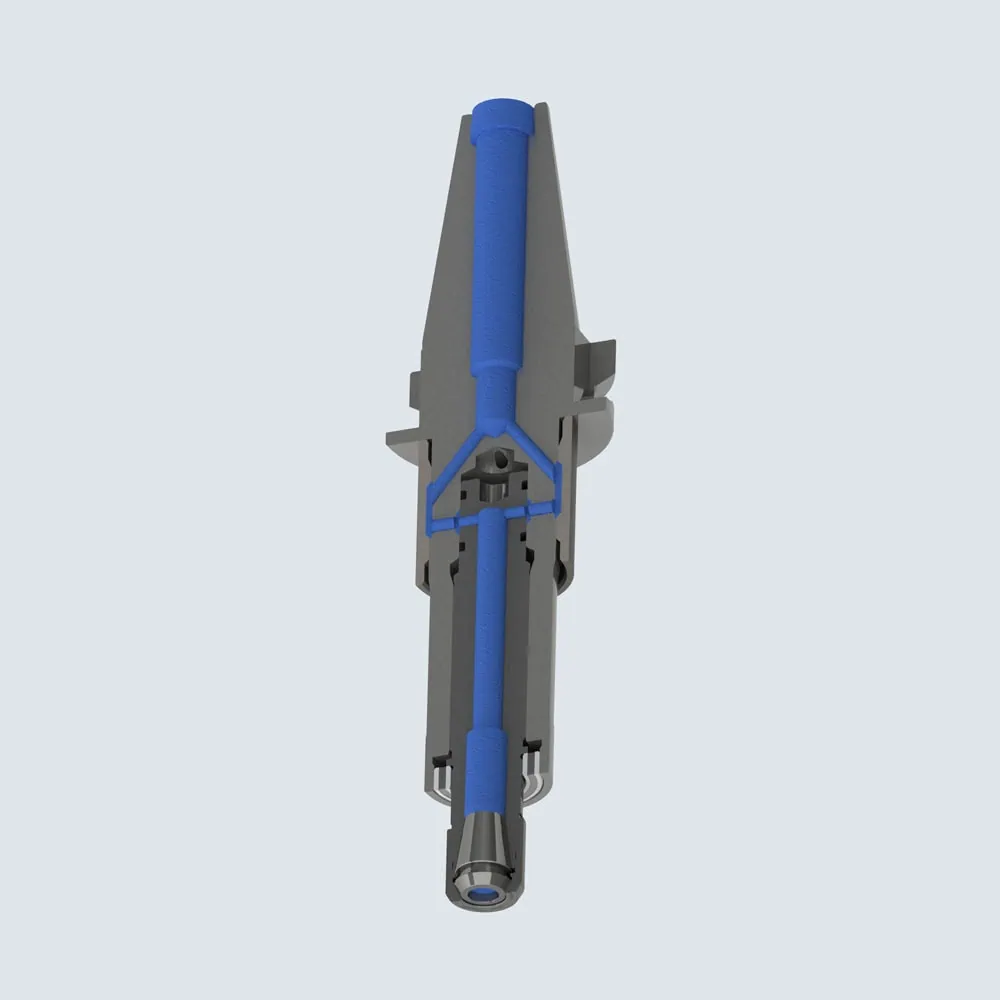
Der perfekte Synchronausgleich in der Rubber-Flex-Clutch (RFC) stellt sicher, dass die axiale Leichtgängigkeit komplett von der Drehmomentlast entkoppelt ist.
Gewindeschneidfutter Fakten
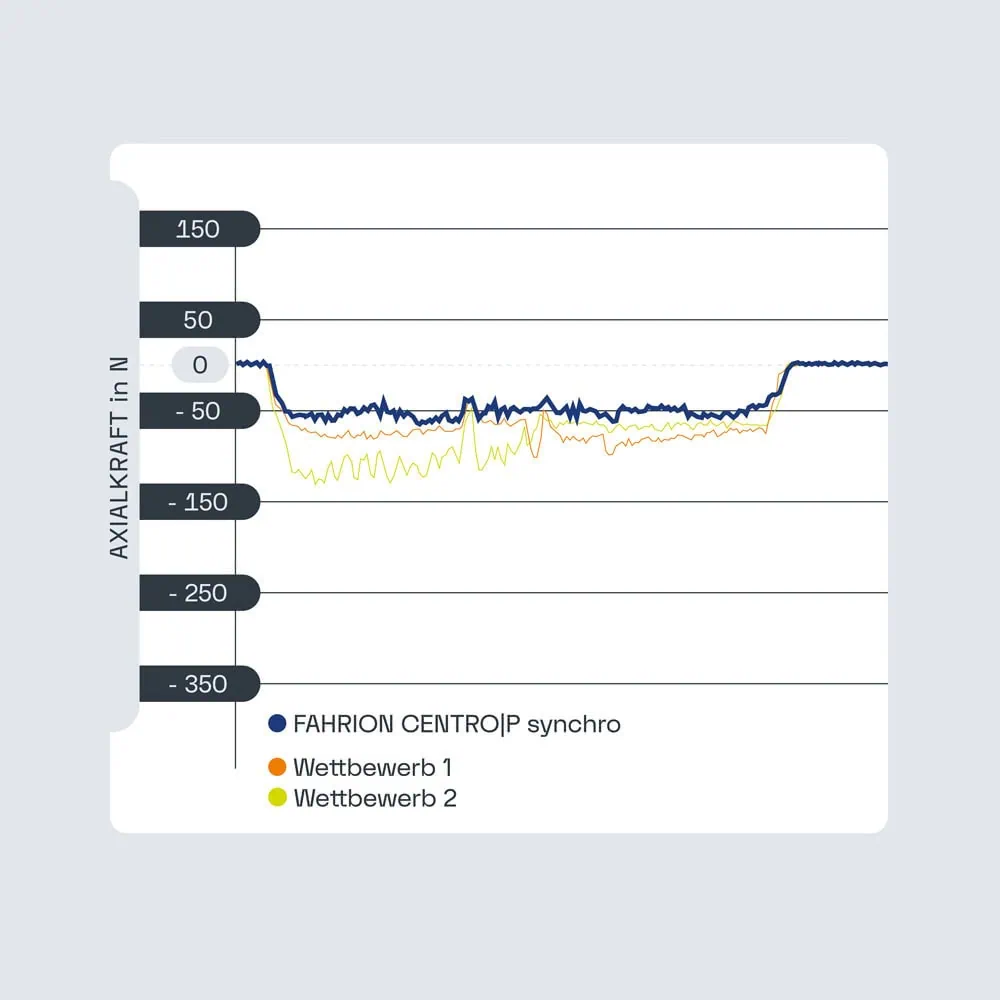
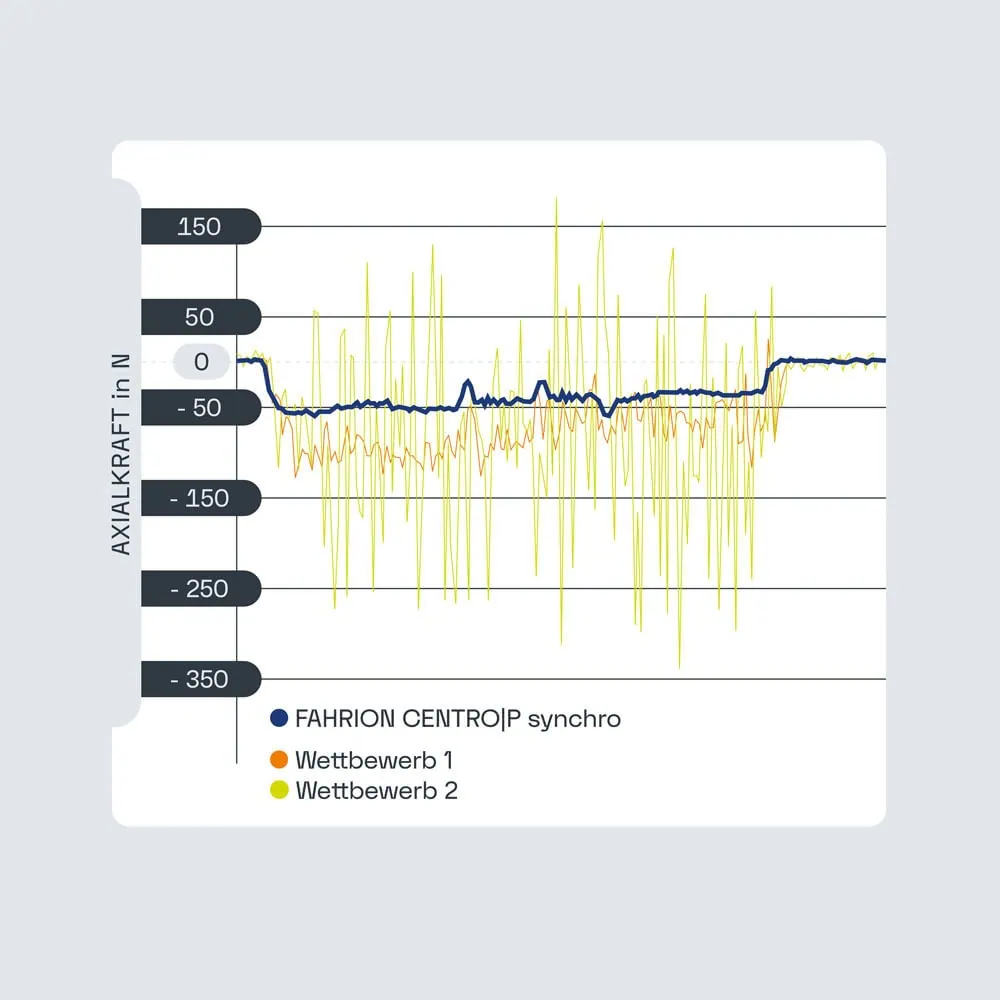
Sensibles Ansprechverhalten
Optimale Kühlschmierstoff-Zufuhr
von … Synchronausgleich in 4 Achsen
→ ZUG- UND TORSIONSKRAFT WÄHREND DES GEWINDESCHNEIDENS UND -FORMENS
Die RFC wirkt auf den radialen Antrieb in Drehrichtung als auch auf den axialen Ausgleich sowohl in Zug- als auch Druckrichtung.
→ DRUCK- UND TORSIONSKRAFT NACH UMKEHRUNG DER DREHRICHTUNG
Die RFC wirkt auf den radialen Antrieb in umgekehrter Drehrichtung als auch auf den axialen Ausgleich sowohl in Zug- als auch Druckrichtung.
bis … zum spielfreien Synchronausgleich
Das perfekte Zusammenspiel der hochpräzise gefertigten Einzelkomponenten gewährleistet höchsten Rundlauf. Das besondere Augenmerk gilt neben der Genauigkeit auch der Länge der Führungsbahnen.
Allgemein gilt: je länger bewegte Teile geführt werden, desto stabiler wird die Genauigkeiteingehalten. Die CENTRO|P synchro Gewindeschneidfutter zeichnen sich im Vergleich zu anderen Systemen durch diese besonderen Längen der Führung bei gleichbleibend hoher FAHRION Qualität aus.
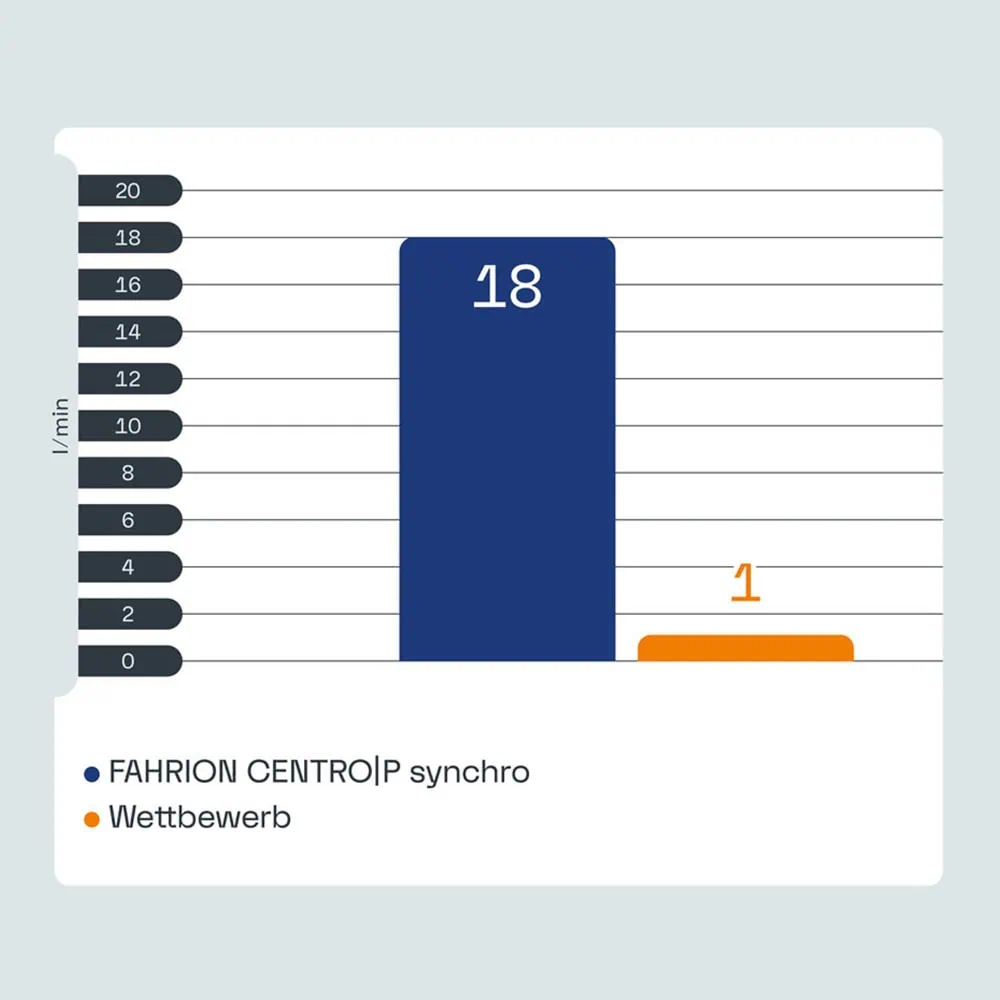
Je mehr Liter KSS an der richtigen Stelle ankommen, desto besser ist der Prozess
Bei einem Synchrofutter kann der KSS nicht einfach, wie bei einem Standardfutter durchgeführt werden, sondern muss zwangsläufig durch mehrere Teile fließen. Daraus ergeben sich gravierende Unterschiede in den Durchflussmengen.
Die optimierte Anordnung und der große Querschnitt der Kanäle bei unseren CENTRO|P synchro zahlen sich hier eindeutig aus. Mit dem MSC8 Futterkörper erreichten wir die 18-fache Durchflussmenge im Vergleich zum besten Wettbewerbsprodukt mit Axialkraft neutraler Innenkühlung.
Die Synchrofutter aus dem Hause FAHRION erzielen die höchste Durchflussmenge der im Markt erhältlichen, vergleichbaren Aufnahmen.
Zusätzliches Highlight – präzise und synchron bis ins Eck
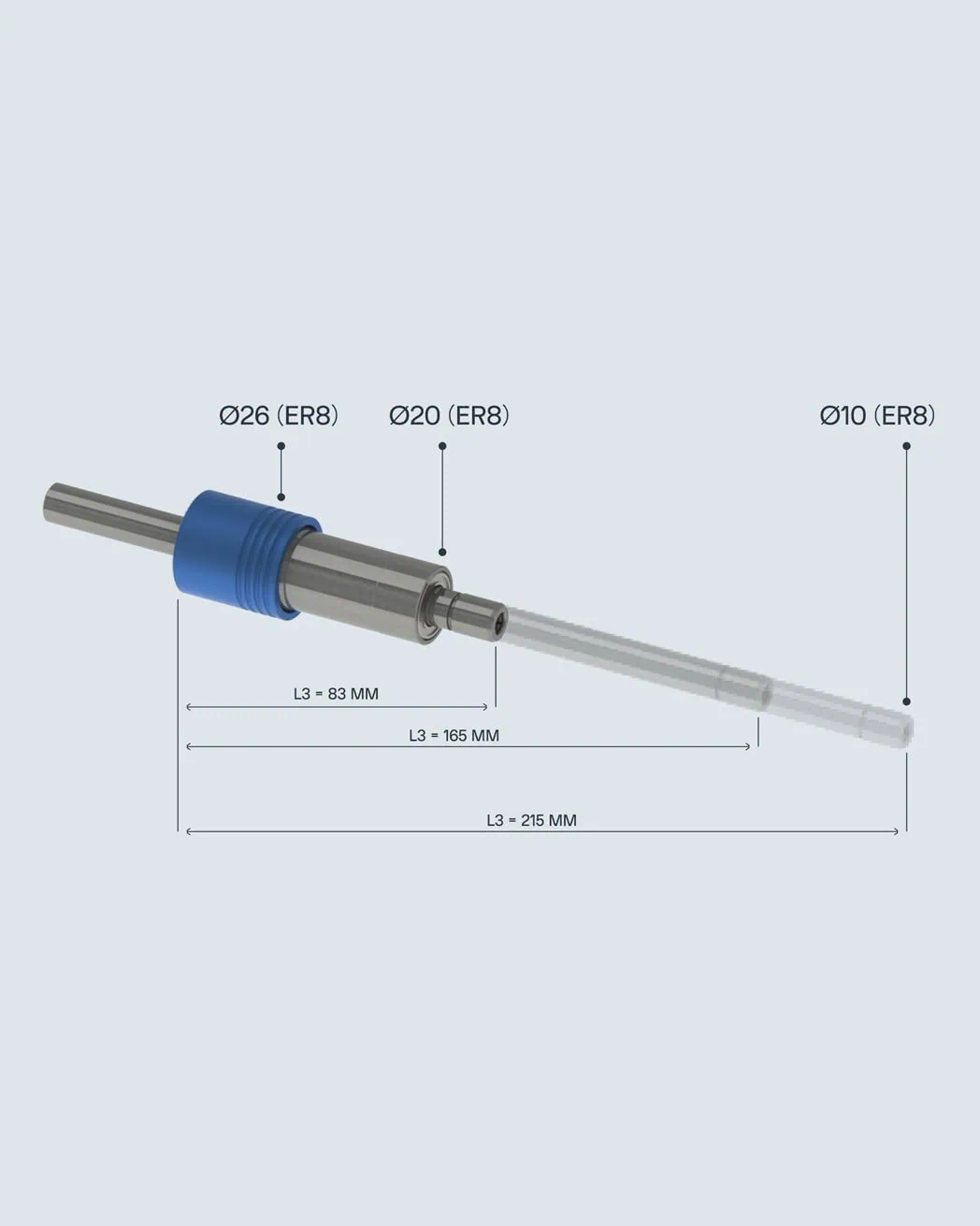
Das bereits erwähnte FAHRION spezifische Design der Führungen gewährleistet höchsten Rundlauf auch bei langer Auskragung bis ins letzte Eck.
Die Rubber-Flex-Clutch (RFC) übernimmt dabei die erforderlichen Dämpfungseigenschaften in axialer und radialer Richtung.
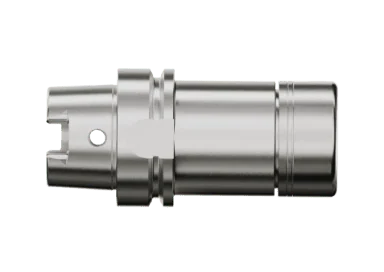
Mit einem Durchmesser von 10 mm haben wir mit unserem Mini Synchro Chuck MSC8 das derzeit schlankste System auf dem Markt (inklusive der bekannten und lange bewährten FAHRION CENTRO|P Technologie).
Einzigartig ist, dass die verlängerten CENTRO|P synchro Ausführungen trotz der extrem schlanken Außenkontur über eine interne Zuführung des Kühlschmierstoffes verfügen.
ZUSÄTZLICH HABEN SIE EINE DEUTLICHE KOSTENERSPARNIS:
→ Sie brauchen nur ein FAHRION CENTRO|P synchro in der gewünschten, längeren Ausführung sowie einen günstigeren Gewindebohrer in der Standard-Länge.
Dadurch sind die teureren Gewindebohrer in der längeren Ausführung oder entsprechende Gewindeschneid-Verlängerungen nicht mehr nötig.
Das aktuelle Produktprogramm finden Sie in unserer Verkaufsbroschüre ↗︎.
Schmierung ist sehr wichtig beim Gewinden
Grundsätzlich dient in der Zerspanung die Schmierung dazu, die Reibung zu minimieren, die Werkzeugstandzeit zu verlängern, die Oberflächengüte zu verbessern, Werkstückverformungen zu reduzieren und die Prozessstabilität sicherzustellen.
Dies ist ein entscheidender Faktor, um eine effiziente und präzise zerspanende Metallbearbeitung zu gewährleisten. Der Kühlschmierstoff (KSS) reduziert also die Reibung bei der Zerspanung, was speziell beim Gewinden äußerst wichtig ist, da durch diese Art der Bearbeitung verstärkt Reibungskräfte auftreten.
Ebenso ist bei Sackloch-Gewinden der Abtransport der Späne durch den KSS absolut notwendig.
Kühlschmierstoffzufuhr
Vorteile der internen Schmierung
Es ist elementar wichtig, dass der KSS in ausreichender Menge bei ausreichendem Druck genau da ankommt, wo er benötigt wird.
Also ist es bei vielen Bearbeitungen von Vorteil, wenn der KSS durch das Werkzeug geleitet wird.
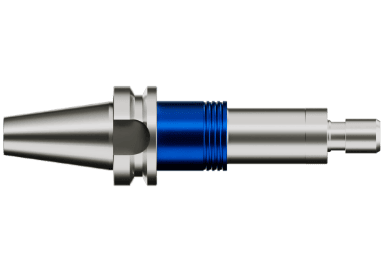
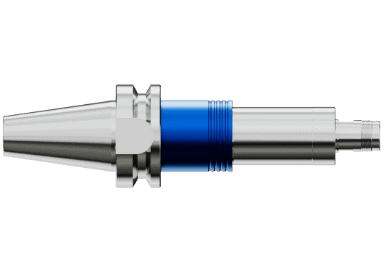
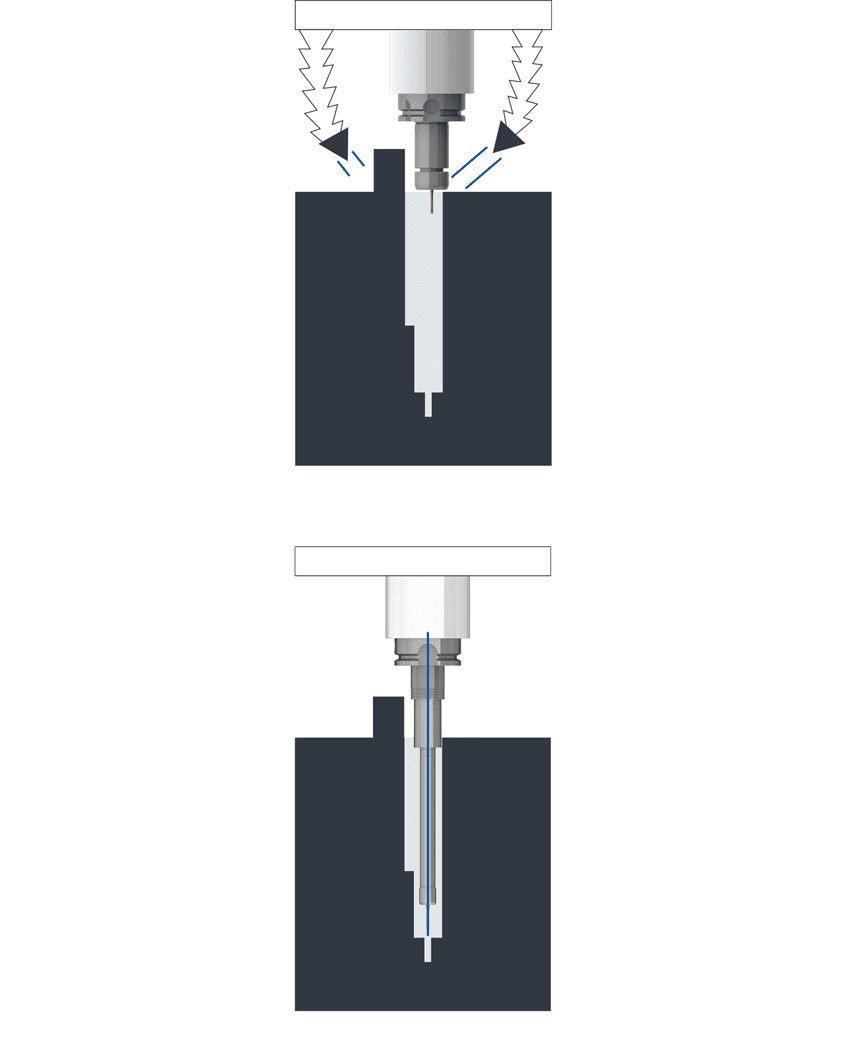
Wie auf den Bildern schematisch dargestellt (Bild oben: Externe KSS-Zufuhr/Bild unten: Interne KSS-Zufuhr), ist durch eine interne Kühlschmierstoff-Zufuhr gewährleistet, dass selbst bei kritischen Konturen immer genug KSS direkt an der Schneide ankommt und nicht wirkungslos verloren geht.
Ist die interne Kühlschmierstoff-Zufuhr durch den Futterkörper möglich, kann der Austritt wahlweise durch das Werkzeug und/oder durch die Spannzange erfolgen.