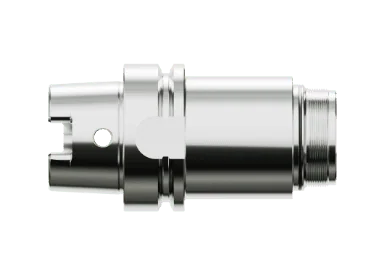


Mandrins de taraudage
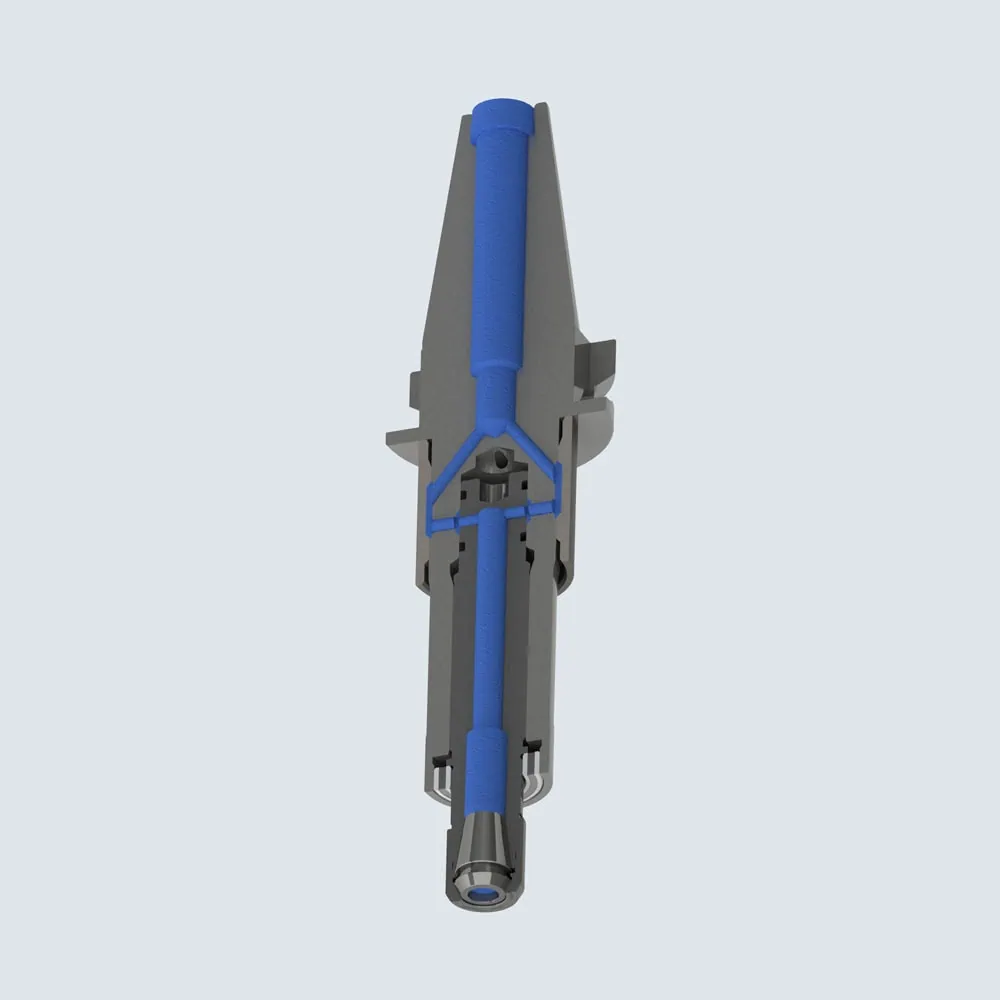
La compensation synchronisée parfaite dans le Rubber-Flex-Clutch (RFC) garantit que la souplesse axiale soit complètement découplée de la charge de couple.
Données sur les mandrins de taraudage
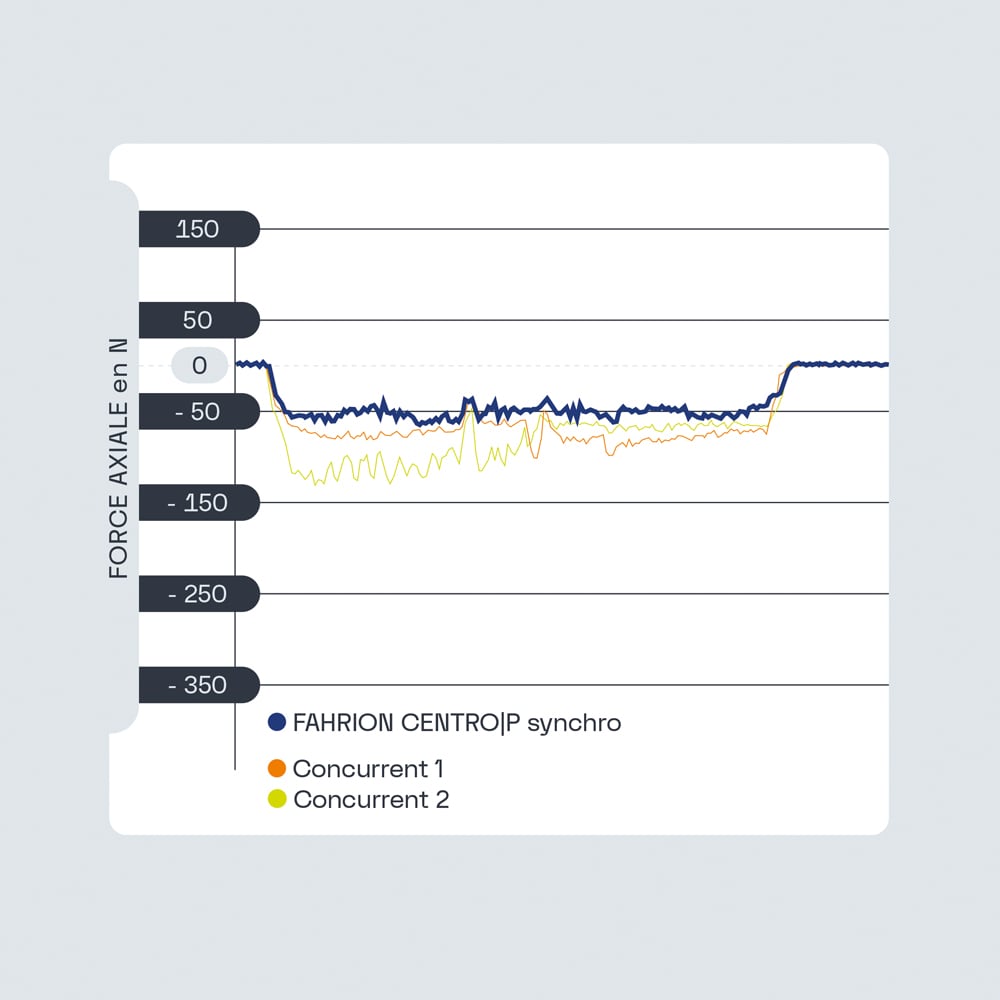
Réponse sensible
Alimentation optimale en liquide de coupe
de…..COMPENSATION SYNCHRONiSÉE EN 4 AXES
→ FORCE DE TRACTION ET DE TORSION PENDANT LA COUPE ET LE FORMAGE DES FILETS
Le RFC agit sur l’entraînement radial dans le sens de la rotation ainsi que sur la compensation axiale, aussi bien en traction qu’en compression.
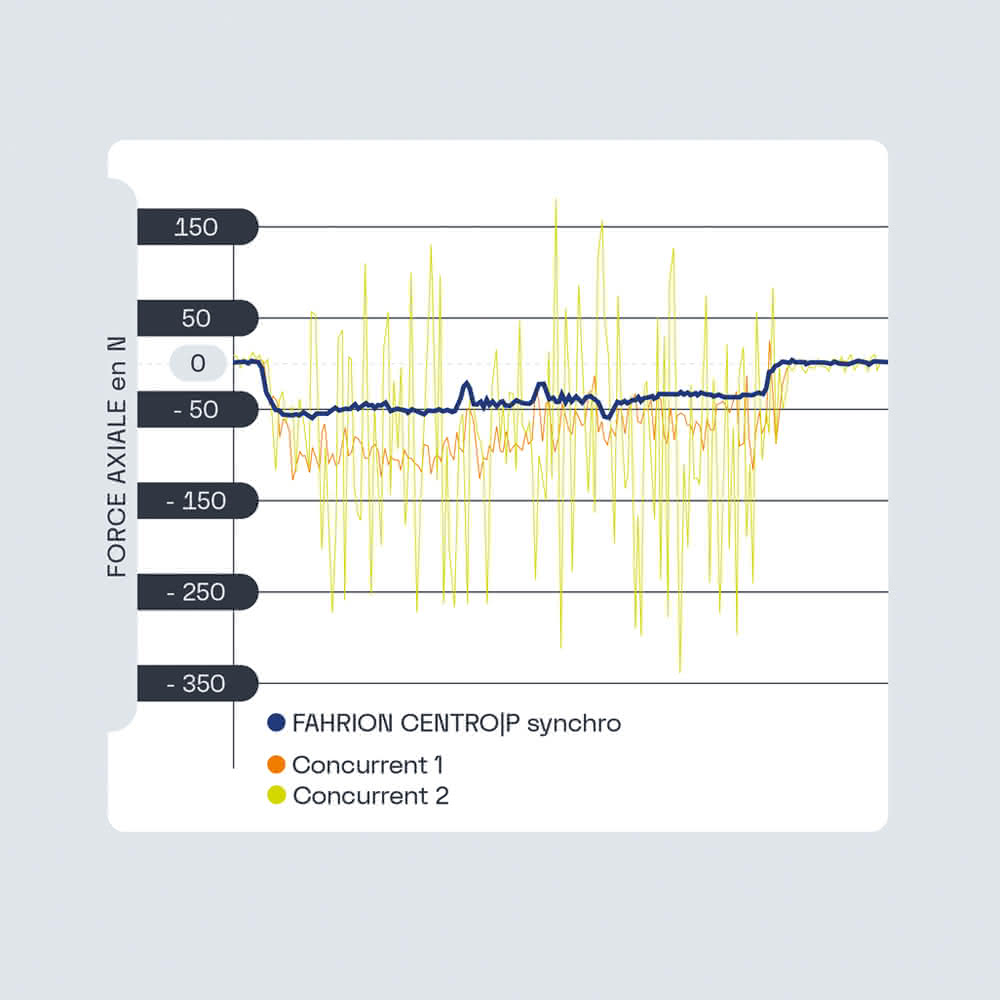
→ FORCE DE COMPRESSION ET DE TORSION APRÈS INVERSION DU SENS DE ROTATION
La RFC agit sur l’entraînement radial dans le sens de rotation inverse ainsi que sur la compensation axiale, tant en traction qu’en compression.
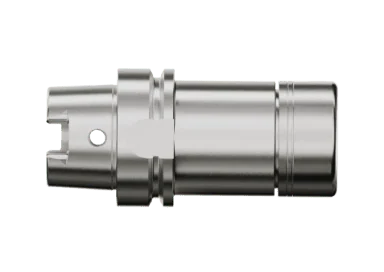
à…..POUR UNE COMPENSATION SYNCHRONISÉE SANS JEU
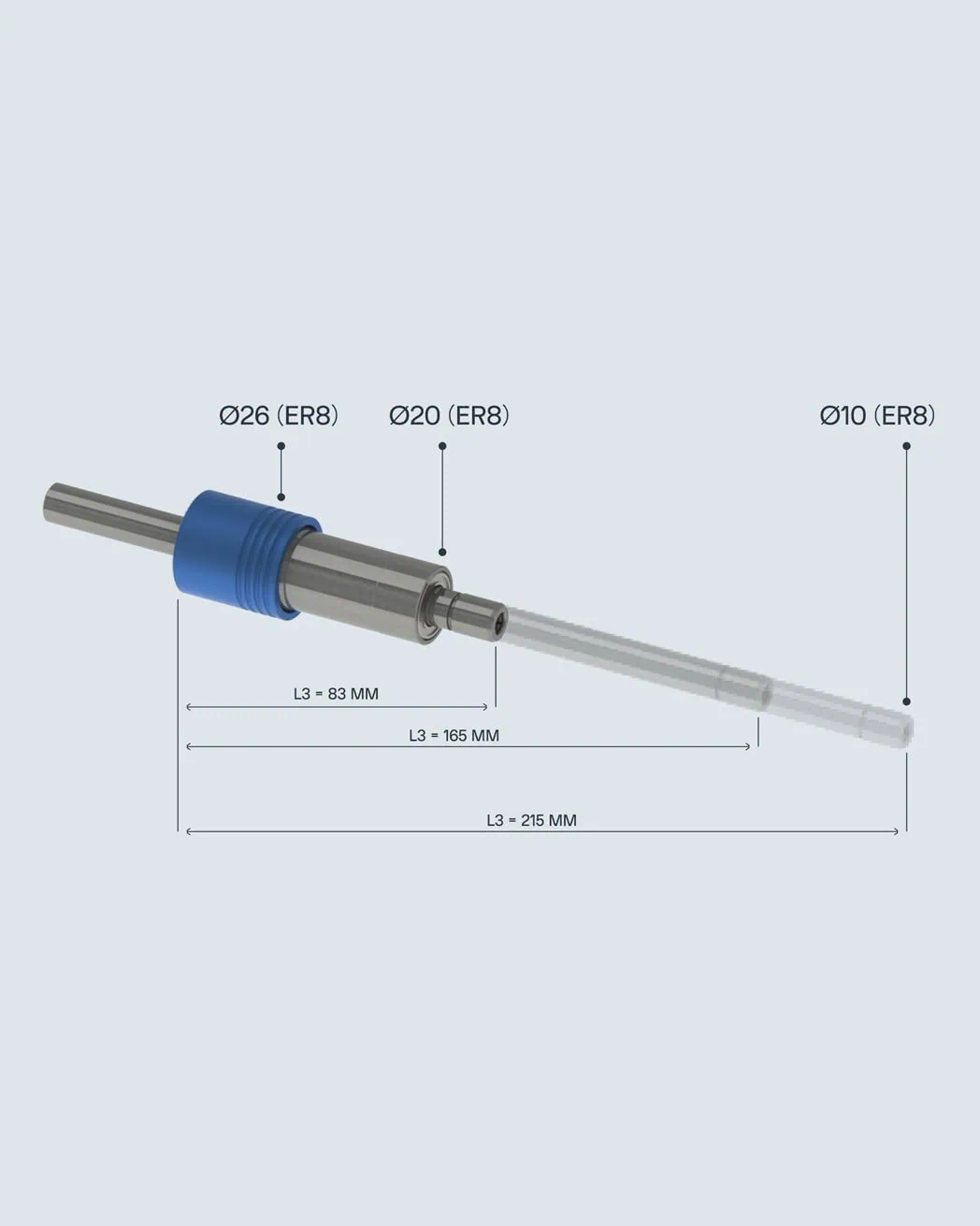
L’interaction parfaite des composants individuels fabriqués avec une grande précision garantit une concentricité maximale. Outre la précision, une attention particulière est accordée à la longueur des guides.
En général, plus les pièces en mouvement sont guidées sur une longue distance, plus la précision est maintenue de manière stable. Par rapport à d’autres systèmes, les mandrins de taraudage CENTRO|P synchro se distinguent par ces longueurs de guidage particulières tout en conservant une qualité FAHRION élevée.
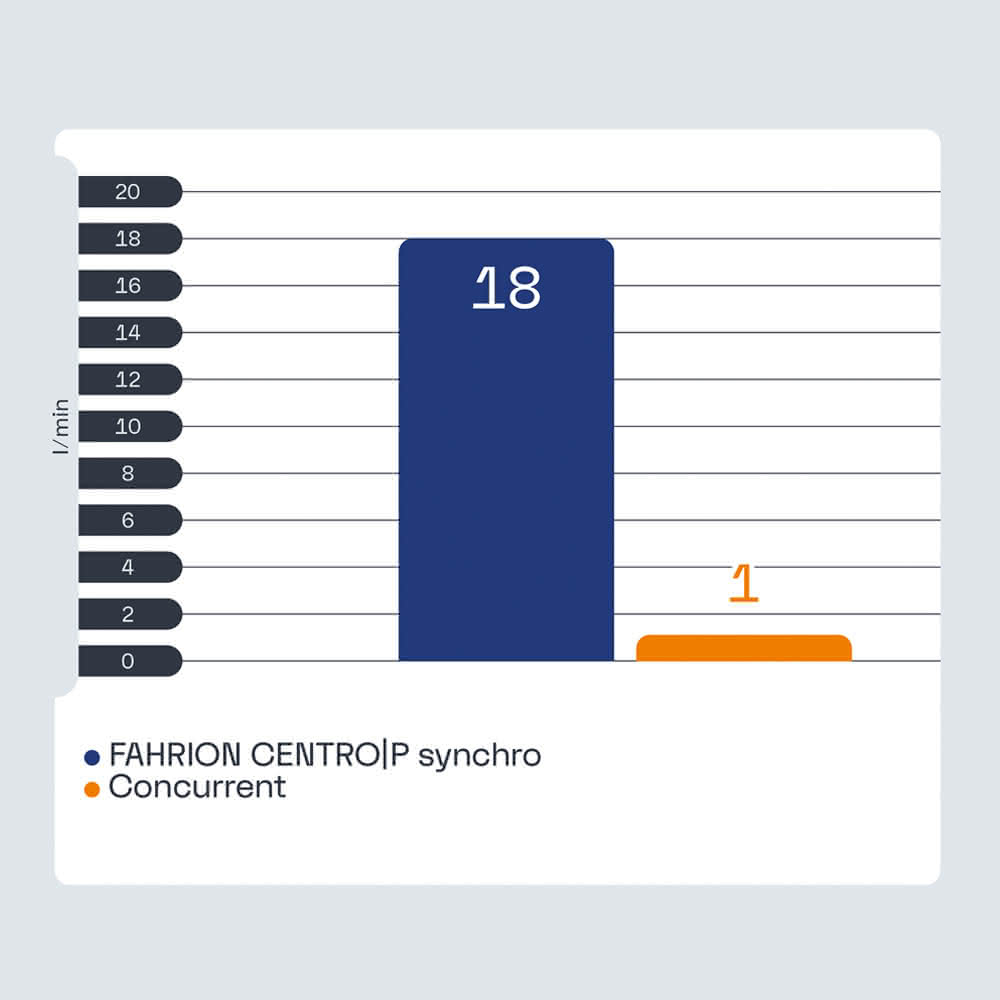
Plus le nombre de litres de liquide de refroidissement arrivant au bon endroit est élevé, meilleur est le processus
Dans un mandrin synchronisé, le refroidissement ne peut pas être simplement effectué comme dans un mandrin standard, mais doit obligatoirement passer par plusieurs pièces. Il en résulte de graves différences dans les débits.
La disposition optimisée et la grande section des canaux de nos
Les mandrins synchro de FAHRION obtiennent le débit le plus élevé des porte-outils comparables disponibles sur le marché.
Point fort supplémentaire – précis et synchronisé jusque dans les coins
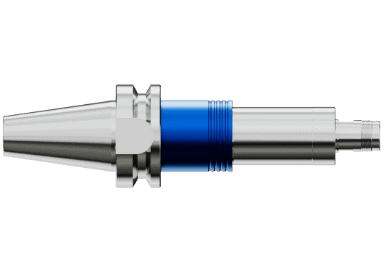
Le design spécifique des guides FAHRION, déjà mentionné, garantit la plus grande concentricité, même en cas de long porte-à-faux jusqu’au dernier coin.
Le Rubber-Flex-Clutch (RFC) prend alors en charge les propriétés d’amortissement nécessaires dans les directions axiale et radiale.
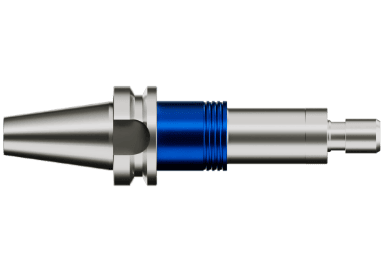
Avec un diamètre de 10 mm, nous avons avec notre Mini Synchro Chuck MSC8 le système le plus mince actuellement sur le marché (y compris la technologie FAHRION CENTRO|P connue et éprouvée depuis longtemps).
Ce qui est unique, c’est que les versions allongées de CENTRO|P synchro disposent d’une alimentation interne du liquide de refroidissement malgré leur contour extérieur extrêmement mince.
VOUS BÉNÉFICIEZ EN OUTRE D’UNE ÉCONOMIE DE COÛTS CONSIDÉRABLE:
→ Vous n’avez besoin que d’un FAHRION CENTRO|P synchro dans la version plus longue souhaitée ainsi que d’un taraud moins cher dans la longueur standard.
Ainsi, les tarauds plus chers dans la version plus longue ou les rallonges de taraudage correspondantes ne sont plus nécessaires.
Vous trouverez la gamme de produits actuelle dans notre brochure de vente ↗︎.
La lubrification est très importante pour le taraudage
En principe, dans l’usinage, la lubrification sert à minimiser les frottements, à prolonger la durée de vie de l’outil, à améliorer l’état de surface, à réduire les déformations de la pièce et à assurer la stabilité du processus.
Il s’agit d’un facteur essentiel pour garantir un usinage efficace et précis des métaux par enlèvement de copeaux. Le liquide de refroidissement (LR) réduit donc les frottements pendant l’usinage, ce qui est particulièrement important pour le filetage, car ce type d’usinage augmente les forces de frottement.
De même, pour les filetages de trous borgnes, l’évacuation des copeaux par le liquide de coupe est absolument nécessaire.
Alimentation en liquide de coupe
Avantages de la lubrification interne
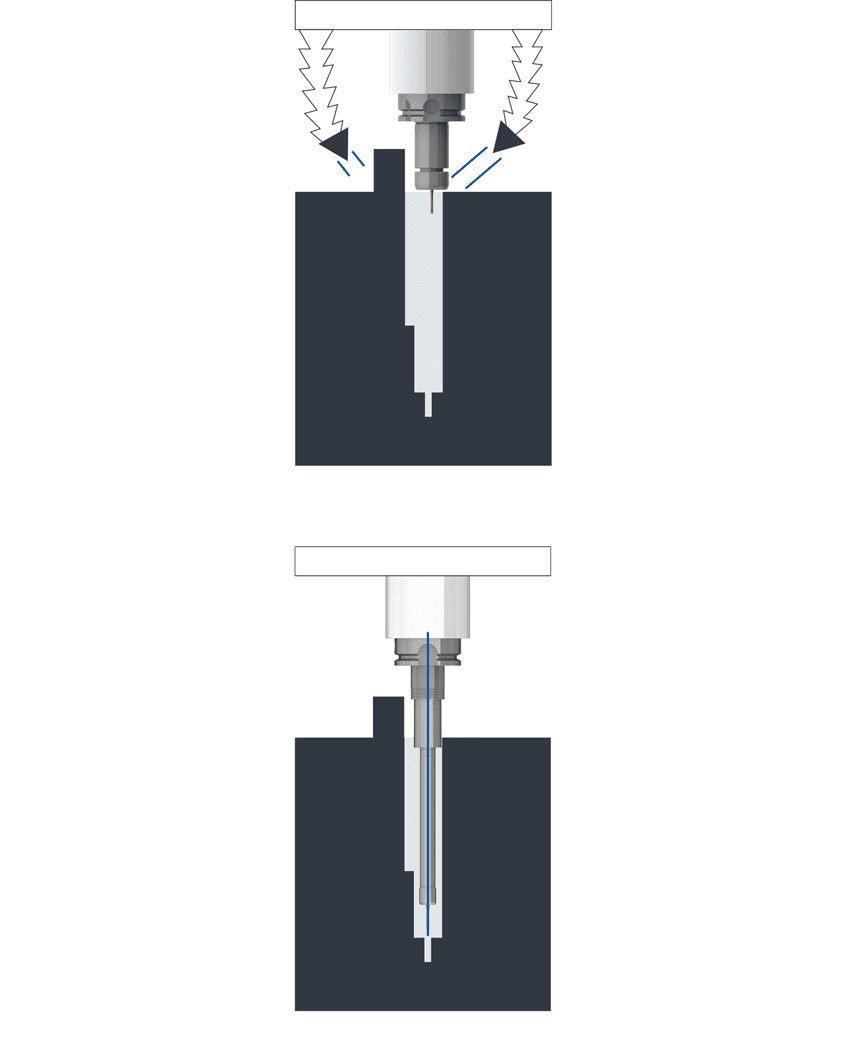
Il est essentiel que le liquide de coupe arrive en quantité suffisante et à une pression suffisante, là où il est nécessaire.
Pour de nombreux usinages, il est donc avantageux que le liquide de coupe soit acheminé à travers l’outil.
Comme illustré schématiquement sur les images de gauche (Image du haut: alimentation externe en liquide de coupe/Image du bas: alimentation interne en liquide de coupe), une alimentation interne en liquide de coupe garantit que, même dans le cas de contours critiques, une quantité suffisante de liquide de coupe arrive directement sur l’arête de coupe et ne se perde.
Si l’alimentation en liquide de coupe interne est possible à travers le corps du mandrin, la sortie peut se faire au choix par l’outil et/ou par la pince de serrage.